Hochgeschwindigkeitsbearbeitung (HSM): Vorteile der Oberflächengüte für Aluminiumformen
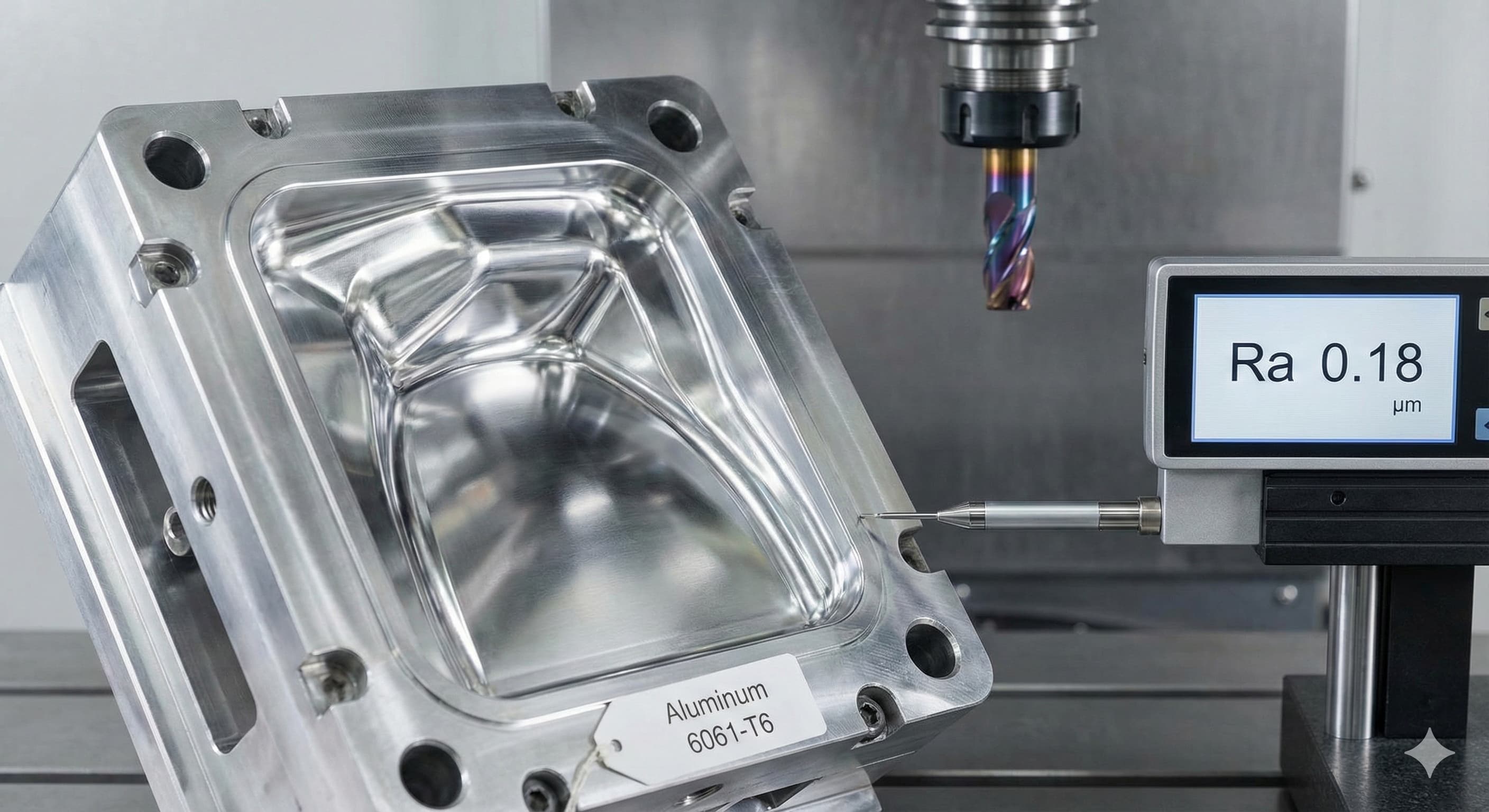
Die Oberflächenqualität von Aluminiumformen bestimmt direkt den Produkterfolg in Spritzgussanwendungen. Die Parameter der Hochgeschwindigkeitsbearbeitung (HSM) verändern die Oberflächentopographie grundlegend durch kontrollierte Werkzeug-Werkstück-Interaktionen bei erhöhten Schnittgeschwindigkeiten und liefern Ra-Werte unter 0,2 μm ohne sekundäre Bearbeitungsvorgänge.
Wichtige Erkenntnisse:
- HSM reduziert die Oberflächenrauheit von Aluminiumformen um 60-80 % im Vergleich zur konventionellen Bearbeitung durch optimierte Spanbildungsmechanismen
- Spindeldrehzahlen über 15.000 U/min mit Vorschüben über 5.000 mm/min eliminieren die Bildung von Aufbauschneiden bei Aluminiumlegierungen
- Es besteht ein direkter Zusammenhang zwischen Schnittgeschwindigkeit und Oberflächengüte für Al 6061-T6- und Al 7075-T6-Formanwendungen
- Werkzeugwegstrategien in HSM minimieren thermische Zykluseffekte, die die Oberflächenintegrität von Aluminium beeinträchtigen
Verständnis der Physik der Hochgeschwindigkeitsbearbeitung für die Oberflächenqualität von Aluminium
Die Hochgeschwindigkeitsbearbeitung verändert den Materialabtragmechanismus in Aluminium grundlegend durch erhöhte Schnittgeschwindigkeiten, die die Wärmeleitfähigkeitsgrenzen des Werkstückmaterials überschreiten. Bei der Bearbeitung von Aluminiumlegierungen mit konventionellen Geschwindigkeiten unter 300 m/min erzeugt die Wärmeerzeugung lokalisierte thermische Zonen, die die Bildung von Aufbauschneiden und Kaltverfestigungseffekte fördern. Diese Phänomene beeinträchtigen die Oberflächengüte direkt, indem sie Mikroverschweißungen zwischen Werkzeug- und Werkstückmaterialien erzeugen.
Der Übergang zu HSM-Betriebsparametern – typischerweise 800-2.000 m/min Schnittgeschwindigkeiten für Aluminium – verlagert die Wärmeerzeugungszone eher in den Span als auf die bearbeitete Oberfläche. Diese thermische Umverteilung erfolgt, weil die verkürzte Kontaktzeit zwischen Schneidwerkzeug und Werkstück die Wärmeübertragung in das Aluminiumsubstrat verhindert. Das Ergebnis manifestiert sich in dramatisch verbesserten Oberflächeneigenschaften mit Ra-Werten, die ohne sekundäre Operationen durchgängig den Bereich von 0,1-0,3 μm erreichen.
Materialeigenschaften werden bei der Implementierung von HSM für Aluminiumformanwendungen entscheidend. Al 6061-T6 weist aufgrund seines ausgewogenen Siliziumgehalts (0,4-0,8 %), der eine angemessene Härte ohne übermäßige Abrasivität bietet, ein optimales HSM-Verhalten auf. Der T6-Zustand gewährleistet die Dimensionsstabilität während Hochgeschwindigkeitsoperationen, indem er eine konsistente Kornstruktur während des gesamten Bearbeitungsprozesses aufrechterhält.
Die Werkzeuggeometrieoptimierung speziell für Aluminium-HSM erfordert die Berücksichtigung von Spanwinkeln zwischen 15-25° positiv, um die Schnittkräfte zu minimieren und gleichzeitig die Schneidkantenfestigkeit zu erhalten. Freiwinkel von 8-12° verhindern Reibungskontakt, der Oberflächendefekte erzeugt. Die Beschichtungsauswahl konzentriert sich auf Titanaluminiumnitrid (TiAlN) oder diamantartige Kohlenstoff (DLC)-Formulierungen, die der Aluminiumhaftung bei erhöhten Temperaturen widerstehen.
Optimierung von Spindeldrehzahl und Vorschub für die Oberflächenqualität
Die Wahl der Spindeldrehzahl beeinflusst die Oberflächengüte direkt durch ihren Einfluss auf die Konsistenz der Spanbildung und das Wärmemanagement. Forschungsdaten aus Aluminiumformbearbeitungen zeigen, dass die optimale Oberflächengüte auftritt, wenn die Spindeldrehzahlen den kritischen Geschwindigkeitsschwellenwert überschreiten, bei dem der Übergang von der Aufbauschneidenbildung zum stabilen Scherzonenschnitt erfolgt.
Für Al 6061-T6-Formanwendungen tritt dieser kritische Schwellenwert typischerweise bei Spindeldrehzahlen über 12.000 U/min auf, wenn 10-12 mm Durchmesser-Schaftfräser verwendet werden. Bei diesen Drehzahlen nähert sich die Schnittgeschwindigkeit 400-500 m/min, wodurch die Stick-Slip-Schneidwirkung, die Oberflächenunregelmäßigkeiten erzeugt, effektiv eliminiert wird. Die Koordination des Vorschubs wird unerlässlich, um die optimale Spanbelastung pro Zahn aufrechtzuerhalten und gleichzeitig maximale Vorteile für die Oberflächenqualität zu erzielen.
| Aluminiumlegierung | Optimale Spindeldrehzahl (RPM) | Vorschubgeschwindigkeit (mm/min) | Erreichbarer Ra (μm) | Typische Anwendungen |
|---|---|---|---|---|
| Al 6061-T6 | 15.000-20.000 | 4.000-6.000 | 0.1-0.2 | Spritzgussformen, Werkzeuge |
| Al 7075-T6 | 12.000-18.000 | 3.000-5.000 | 0.15-0.25 | Formen für die Luft- und Raumfahrt, Vorrichtungen |
| Al 2024-T4 | 10.000-15.000 | 2.500-4.000 | 0.2-0.35 | Prototypenformen, weiche Werkzeuge |
| Al 5083-H111 | 8.000-12.000 | 2.000-3.500 | 0.25-0.4 | Marine Anwendungen, Umformwerkzeuge |
Die Beziehung zwischen Vorschub und Oberflächenqualität in der Aluminium-HSM folgt vorhersagbaren Mustern, die auf den Auswirkungen der Spandicke basieren. Die optimale Spandicke für Aluminium liegt typischerweise zwischen 0,05-0,15 mm pro Zahn, berechnet durch Division des Vorschubs durch das Produkt aus Spindeldrehzahl und Anzahl der Schneidkanten. Das Überschreiten dieses Bereichs erzeugt übermäßige Schnittkräfte, die das Werkstück ablenken und die Oberflächenqualität beeinträchtigen, insbesondere in dünnwandigen Formabschnitten.
Fortschrittliche HSM-Strategien verwenden eine variable Vorschubprogrammierung, die die Schneidparameter basierend auf der lokalen Geometriekomplexität anpasst. In Formhohlraumbereichen mit engen Radien oder tiefen Taschen werden die Vorschübe automatisch um 20-30 % reduziert, um die Oberflächenqualität aufrechtzuerhalten und gleichzeitig Werkzeugbruch zu verhindern. Dieser adaptive Ansatz gewährleistet eine konsistente Oberflächengüte über komplexe Formgeometrien hinweg ohne manuellen Eingriff.
Auswirkungen der Werkzeugwegstrategie auf die Oberflächeneigenschaften von Aluminium
Die Werkzeugwegprogrammierung beeinflusst die Oberflächenqualität von Aluminium direkt durch ihre Kontrolle der Schneideingriffsbedingungen und thermischen Zykluseffekte. Konventionelle Werkzeugwege, die vollen radialen Eingriff verwenden, erzeugen übermäßige Wärmeentwicklung und Werkzeugablenkung, die sich als sichtbare Bearbeitungsspuren auf der bearbeiteten Oberfläche manifestieren. HSM-Werkzeugwegstrategien gehen diese Einschränkungen speziell durch optimierte Eingriffswinkel und konstante Spanbelastungswartung an.
Das Trochoidalfräsen stellt den effektivsten Werkzeugwegansatz für Aluminiumformhohlräume dar, wobei ein konstanter radialer Eingriff zwischen 5-15 % des Werkzeugdurchmessers aufrechterhalten wird und gleichzeitig hohe Materialabtragsraten erzielt werden. Diese Strategie verhindert die intermittierende Schneidwirkung, die Oberflächenunregelmäßigkeiten erzeugt, und gewährleistet gleichzeitig eine angemessene Spanabfuhr. Die kontinuierliche Schneidbewegung eliminiert die Start-Stopp-Markierungen, die bei konventionellen rechteckigen Werkzeugwegen üblich sind.
Für hochpräzise Ergebnisse Fordern Sie ein kostenloses Angebot an und erhalten Sie innerhalb von 24 Stunden Preise von Microns Hub.
Die Gleichlauffräsenausrichtung wird für Aluminium-HSM-Anwendungen aufgrund ihrer überlegenen Oberflächeneigenschaften im Vergleich zum konventionellen Fräsen obligatorisch. Die Schneidwirkung beim Gleichlauffräsen beginnt mit maximaler Spandicke und reduziert sich auf Null, wodurch eine Scherwirkung erzeugt wird, die eine saubere Oberflächenerzeugung erzeugt. Die entgegengesetzte Spandickenprogression des konventionellen Fräsens erzeugt eine Reibwirkung, die die Aluminiumoberfläche kaltverfestigt und die Oberflächengüte beeinträchtigt.
Die Wahl der Schnitttiefe erfordert ein Gleichgewicht zwischen Produktivität und Oberflächenqualitätszielen. Für Aluminiumformen, die Ra-Werte unter 0,2 μm erfordern, sollte die axiale Schnitttiefe 0,5-1,0 mm nicht überschreiten, um übermäßige Schnittkräfte zu vermeiden, die zu Werkzeugablenkung führen. Abschließende Schlichtgänge verwenden eine Schnitttiefe von 0,1-0,2 mm mit erhöhten Vorschüben, um optimale Schneidbedingungen aufrechtzuerhalten und gleichzeitig eine überlegene Oberflächenqualität zu erzielen.
Materialspezifische Überlegungen für Aluminiumformanwendungen
Die Auswahl der Aluminiumlegierung beeinflusst die Ergebnisse der HSM-Oberflächengüte aufgrund der inhärenten Unterschiede in den Materialeigenschaften, die die Bearbeitbarkeitseigenschaften beeinflussen, erheblich. Insbesondere der Siliziumgehalt beeinflusst das Schneidverhalten, wobei Legierungen mit einem Siliziumgehalt von 0,4-1,2 % ein optimales HSM-Verhalten durch verbesserte Spanbruch- und reduzierte Werkzeugadhäsionstendenzen aufweisen.
Al 6061-T6 stellt die Benchmark-Aluminiumlegierung für Formanwendungen dar, da ihre ausgewogene Zusammensetzung eine ausgezeichnete Oberflächengütefähigkeit fördert. Das Magnesium-Silizium-Ausscheidungshärtungssystem bietet eine angemessene Festigkeit (Streckgrenze 276 MPa) und behält gleichzeitig die Bearbeitbarkeitseigenschaften bei, die gut auf HSM-Parameter reagieren. Der relativ niedrige Kupfergehalt (0,15-0,4 %) minimiert Kaltverfestigungstendenzen, die die Erzielung der Oberflächengüte erschweren.
Die Wahl des Vergütungszustands beeinflusst die Ergebnisse der HSM-Oberflächenqualität entscheidend. Der T6-Zustand bietet eine optimale Dimensionsstabilität während Hochgeschwindigkeitsoperationen durch seine vollständig gealterte Mikrostruktur, die schneidinduzierten Spannungseffekten widersteht. T4-vergütetes Aluminium weist eine größere Tendenz zur Kaltverfestigung während der Schneidoperationen auf, was modifizierte HSM-Parameter erfordert, um gleichwertige Oberflächenqualitätsergebnisse zu erzielen.
| Eigenschaft | Al 6061-T6 | Al 7075-T6 | Al 2024-T4 | Auswirkung auf die HSM-Oberflächengüte |
|---|---|---|---|---|
| Streckgrenze (MPa) | 276 | 503 | 324 | Höhere Festigkeit erfordert niedrigere Vorschubgeschwindigkeiten |
| Zugfestigkeit (MPa) | 310 | 572 | 469 | Beeinflusst die Schnittkraft und Werkzeugdurchbiegung |
| Härte (HB) | 95 | 150 | 120 | Härtere Materialien erfordern schärfere Werkzeuge |
| Siliziumgehalt (%) | 0.4-0.8 | 0.4 max | 0.5 max | Höherer Si verbessert den Spanbruch |
| Oberflächenrauheit Ra (μm) | 0.1-0.2 | 0.15-0.25 | 0.2-0.35 | Direkte Korrelation mit der Legierungszusammensetzung |
Die Wärmebehandlungshistorie beeinflusst die Reaktion von Aluminium auf HSM-Operationen durch ihren Einfluss auf die Kornstruktur und die interne Spannungsverteilung. Lösungsgeglühte und künstlich gealterte Materialien (T6-Zustand) weisen eine überlegene Dimensionsstabilität während der HSM im Vergleich zu natürlich gealterten Zuständen (T4) auf, die während der Schneidoperationen eine Spannungsentlastung erfahren können.
Kühlmittel- und Schmierstrategien für optimale Oberflächenqualität
Die Auswahl des Kühlmittels und die Zuführungsmethoden beeinflussen die Erzielung der Aluminiumoberflächenqualität in HSM-Anwendungen entscheidend durch ihre Auswirkungen auf das Wärmemanagement und die Effizienz der Spanabfuhr. Die traditionelle Flutkühlung erweist sich aufgrund der unzureichenden Wärmeabfuhrkapazität bei erhöhten Schnittgeschwindigkeiten und der Tendenz, Späne erneut zu schneiden, was die Oberflächenqualität beeinträchtigt, oft als unzureichend für HSM-Operationen.
Minimale Mengenschmierung (MQL)-Systeme liefern überlegene Ergebnisse für Aluminium-HSM, indem sie eine präzise Schmierstoffplatzierung gewährleisten und gleichzeitig die Vorteile des Trockenschneidens beibehalten, die die Spanhaftung verhindern. MQL-Durchflussraten von 50-100 ml/Stunde unter Verwendung von synthetischen Estern oder Schneidölen auf pflanzlicher Basis schaffen das optimale Gleichgewicht zwischen Schmierung und Wärmemanagement, ohne die Spanabfuhr zu beeinträchtigen.
Hochdruckkühlsysteme, die mit einem Druck von 70-150 bar arbeiten, bieten eine außergewöhnliche Spanabfuhrfähigkeit, die für die Aufrechterhaltung der Oberflächenqualität in tiefen Formhohlräumen unerlässlich ist. Die Kühlmittelstrahlgeschwindigkeit muss die Spangeschwindigkeit überschreiten, um eine effektive Entfernung zu gewährleisten und gleichzeitig eine erneute Schnittbeschädigung zu verhindern. Die richtige Düsenpositionierung wird entscheidend, wobei das Kühlmittel sowohl auf die Schneidzone als auch auf den Spanabfuhrweg gerichtet wird.
Luftstrahlsysteme ergänzen flüssige Kühlmittelstrategien, indem sie eine vollständige Spanentfernung von bearbeiteten Oberflächen vor nachfolgenden Werkzeugdurchgängen gewährleisten. Druckluft mit einem Druck von 6-8 bar entfernt effektiv Aluminiumspäne, die andernfalls Oberflächenkratzer oder die Bildung von Aufbauschneiden an Schneidwerkzeugen verursachen könnten.
Qualitätskontrolle und Oberflächenmesstechniken
Die Überprüfung der Oberflächenqualität in Aluminiumformanwendungen erfordert ausgefeilte Messtechniken, die die mikrostrukturellen Oberflächenmerkmale, die für die Formleistung entscheidend sind, genau charakterisieren. Die Kontaktprofilometrie mit Tasterinstrumenten bietet die zuverlässigste Ra-Messfähigkeit, wobei die Einschränkungen des Tasterradius von 2 μm eine genaue Wiedergabe der Oberflächentexturmerkmale gewährleisten.
Berührungslose optische Messsysteme bieten Vorteile für die Bewertung komplexer Formgeometrien, bei denen der Tasterzugang problematisch wird. Die Weißlichtinterferometrie erreicht eine Messauflösung unter 0,1 nm und ermöglicht eine detaillierte Analyse von Oberflächenmerkmalen, die die Formtrenneigenschaften und die Teilequalität beeinflussen. Diese Systeme zeichnen sich insbesondere durch die Messung von Oberflächenmerkmalen in engen Radiusbereichen und tiefen Hohlräumen aus, in denen sich Kontaktmethoden als unpraktisch erweisen.
Wenn Sie bei Microns Hub bestellen, profitieren Sie von direkten Herstellerbeziehungen, die eine überlegene Qualitätskontrolle und wettbewerbsfähige Preise im Vergleich zu Marktplatzplattformen gewährleisten. Unsere technische Expertise und unser personalisierter Serviceansatz bedeuten, dass jedes Projekt die Aufmerksamkeit erhält, die es verdient, mit einer umfassenden Dokumentation der Oberflächenqualität für jede Aluminiumformkomponente.
Die Implementierung der statistischen Prozesskontrolle für Aluminium-HSM-Operationen erfordert eine kontinuierliche Überwachung der Oberflächenqualitätsparameter, um Prozessabweichungen zu erkennen, bevor sie die Teilequalität beeinträchtigen. Kontrollkarten, die Ra-Werte über mehrere Messorte hinweg verfolgen, ermöglichen die frühzeitige Erkennung von Werkzeugverschleiß oder Prozessparameterabweichungen, die die Oberflächenqualität beeinträchtigen. Unsere Präzisions-CNC-Bearbeitungsdienstleistungen umfassen fortschrittliche Qualitätskontrollprotokolle, die speziell für Aluminiumformanwendungen entwickelt wurden.
Fortschrittliche HSM-Techniken für komplexe Formgeometrien
Komplexe Aluminiumformgeometrien stellen aufgrund der unterschiedlichen Schneidbedingungen über verschiedene Merkmalstypen hinweg einzigartige Herausforderungen für die Erzielung der HSM-Oberflächenqualität dar. Die Bearbeitung tiefer Taschen erfordert spezielle Strategien, die die Oberflächenqualität aufrechterhalten und gleichzeitig eine angemessene Werkzeugsteifigkeit und Spanabfuhrfähigkeit während des gesamten Schneidprozesses gewährleisten.
Die mehrachsige HSM-Programmierung wird für komplexe Formoberflächen unerlässlich, da die Aufrechterhaltung der optimalen Werkzeugausrichtung relativ zur Werkstückoberfläche konsistente Schneidbedingungen gewährleistet. Die fünfachsige Simultanbearbeitung ermöglicht einen kontinuierlichen Werkzeugeingriff ohne die Riefenbildung und die schlechte Oberflächenqualität, die mit der dreiachsigen Approximation gekrümmter Oberflächen verbunden sind. Die Werkzeugachse-Vektorsteuerung hält konstante Vor- und Neigungswinkel aufrecht, die die Oberflächenerzeugung über komplexe Geometrien hinweg optimieren.
Adaptive Freiräumstrategien passen die Schneidparameter automatisch basierend auf den lokalen Materialeingriffsbedingungen an und gewährleisten so eine konsistente Oberflächenqualität über unterschiedliche Wandstärken und Taschen Tiefen hinweg. Diese intelligenten Werkzeugwegalgorithmen verhindern die Werkzeugablenkung und das Rattern, die die Oberflächenqualität in dünnwandigen Formabschnitten häufig beeinträchtigen.
Präzisionsmerkmalbearbeitung in Aluminiumformen erfordert oft spezielle Mikro-HSM-Techniken, die traditionelle HSM-Prinzipien auf extrem kleine Schneidwerkzeuge und Merkmale ausdehnen. Die Spindeldrehzahlen können 40.000 U/min für Schaftfräser mit einem Durchmesser von weniger als 1 mm überschreiten, was eine spezielle Berücksichtigung der Werkzeugdynamik und der Schwingungskontrolle erfordert.
Kosten-Nutzen-Analyse von HSM für die Aluminiumformproduktion
Die wirtschaftliche Rechtfertigung für die HSM-Implementierung in der Aluminiumformproduktion erfordert eine umfassende Analyse sowohl der direkten Bearbeitungskosten als auch der nachgelagerten Qualitätsvorteile. Die anfängliche Ausrüstungsinvestition liegt typischerweise zwischen 150.000 und 500.000 € für HSM-fähige Bearbeitungszentren mit entsprechenden Spindelspezifikationen und Steuerungssystemen. Die Produktivitäts- und Qualitätsverbesserungen rechtfertigen jedoch oft Investitionen innerhalb von 12-24 Monaten für die Produktion von Formen mit mittlerem bis hohem Volumen.
Die Reduzierung der Zykluszeit stellt den unmittelbarsten wirtschaftlichen Vorteil dar, wobei Schruppoperationen für Aluminiumformen eine 3-5-fache Produktivitätssteigerung im Vergleich zur konventionellen Bearbeitung erzielen. Die Vorteile von Schlichtoperationen erweisen sich als noch dramatischer, wobei HSM oft sekundäre Polieroperationen vollständig eliminiert, indem die erforderlichen Oberflächenqualitätsspezifikationen direkt erreicht werden.
Die Berücksichtigung der Werkzeugstandzeit stellt komplexe wirtschaftliche Beziehungen in Aluminium-HSM-Anwendungen dar. Während die Schnittgeschwindigkeiten dramatisch steigen, verlängern die verbesserte Schneidmechanik und die reduzierte Bildung von Aufbauschneiden oft die Werkzeugstandzeit im Vergleich zur konventionellen Bearbeitung. Die Kosten für Hartmetall-Schaftfräser liegen typischerweise zwischen 50 und 200 € pro Werkzeug, wobei HSM-Anwendungen eine 50-150 % längere Werkzeugstandzeit durch reduzierte adhäsive Verschleißmechanismen erzielen.
Qualitätsbezogene Kostenvorteile umfassen die Eliminierung sekundärer Bearbeitungsvorgänge, reduzierte Nacharbeitsraten und eine verbesserte Konsistenz der Teilequalität. Aluminiumformen, die Ra 0,15 μm direkt aus HSM-Operationen erreichen, eliminieren Polierkosten von 200-800 € pro Quadratmeter und reduzieren gleichzeitig die Vorlaufzeiten um 2-5 Tage pro Form.
| Kostenfaktor | Konventionelle Bearbeitung | HSM-Implementierung | Einsparungspotenzial | Amortisationszeit |
|---|---|---|---|---|
| Zykluszeit (Stunden/Form) | 40-60 | 12-20 | 60-70% | 6-12 Monate |
| Sekundäre Nachbearbeitung (€/m²) | 400-800 | 0-100 | €300-700/m² | 3-6 Monate |
| Werkzeugkosten (€/Teil) | 25-45 | 15-30 | €10-15/Teil | 12-18 Monate |
| Qualitätskontrolle (€/Form) | 200-350 | 100-200 | €100-150/Form | 8-15 Monate |
| Gesamtproduktionskosten | 100% Basislinie | 60-75% | 25-40% Reduktion | 12-24 Monate |
Durch unsere Fertigungsdienstleistungen erzielen Kunden regelmäßig Kostensenkungen von 30-50 % in der Aluminiumformproduktion durch optimierte HSM-Implementierung. Die Kombination aus reduzierten Zykluszeiten, eliminierten sekundären Operationen und verbesserter Qualitätskonsistenz schafft überzeugende wirtschaftliche Vorteile, die weit über die anfänglichen Bearbeitungskosten hinausgehen.
Implementierungsrichtlinien und Best Practices
Die erfolgreiche HSM-Implementierung für Aluminiumformanwendungen erfordert einen systematischen Ansatz bei der Geräteauswahl, der Prozessentwicklung und der Bedienerschulung. Die Spezifikationen der Werkzeugmaschine müssen eine angemessene Spindelleistung (typischerweise 15-40 kW), Hochgeschwindigkeitsfähigkeit (15.000-40.000 U/min) und präzise Vorschubantriebssysteme mit Beschleunigungsraten von mehr als 1 G für eine optimale Oberflächenqualität umfassen.
Die Prozessentwicklung sollte mit Materialcharakterisierungstests beginnen, um optimale Schneidparameter für bestimmte Aluminiumlegierungen und Vergütungszustände zu ermitteln. Testschnitte mit verschiedenen Spindeldrehzahl- und Vorschubkombinationen ermöglichen die Identifizierung des optimalen Parameterfensters für jede Anwendung. Die Messung der Oberflächenqualität während dieses Entwicklungsprozesses stellt sicher, dass die Parameterauswahl auf tatsächlichen Oberflächenanforderungen und nicht auf theoretischen Berechnungen basiert.
Die Anforderungen an die Bedienerschulung steigen für HSM-Operationen aufgrund der kritischen Natur der Parameterauswahl und der reduzierten Fehlermarge bei erhöhten Schnittgeschwindigkeiten erheblich. Schulungsprogramme sollten das Verständnis der Schneidphysik, der Werkzeugwegoptimierung und der Qualitätskontrollverfahren speziell für Aluminiumformanwendungen hervorheben.
Vorbeugende Wartungsprogramme werden für HSM-Geräte aufgrund der anspruchsvollen Betriebsbedingungen und Präzisionsanforderungen unerlässlich. Die Überwachung des Spindelzustands, Werkzeugmesssysteme und die Überprüfung der Maschinengeometrie erfordern im Vergleich zu konventionellen Bearbeitungsoperationen häufigere Aufmerksamkeit. Die Wartungsintervalle verkürzen sich typischerweise um 30-50 %, um eine konsistente Leistung und Oberflächenqualität zu gewährleisten.
Zukünftige Entwicklungen in der Aluminium-HSM-Technologie
Neue Technologien treiben die Aluminium-HSM-Fähigkeiten durch Verbesserungen bei Schneidwerkzeugmaterialien, Werkzeugmaschinendesign und Prozessüberwachungssystemen weiter voran. Ultrafeinkörnige Hartmetallsubstrate mit fortschrittlichen Beschichtungssystemen ermöglichen noch höhere Schnittgeschwindigkeiten und erhalten gleichzeitig die Vorteile der Werkzeugstandzeit und der Oberflächenqualität.
Die Integration künstlicher Intelligenz in HSM-Systeme verspricht eine adaptive Parameteroptimierung, die auf Echtzeit-Schneidbedingungen reagiert. Diese Systeme überwachen Vibrationen, akustische Emissionen und den Stromverbrauch, um die Schneidparameter automatisch für eine optimale Aufrechterhaltung der Oberflächenqualität während des gesamten Bearbeitungsprozesses anzupassen.
Die Integration der additiven Fertigung mit HSM schafft hybride Produktionsstrategien, bei denen komplexe Formgeometrien eine konturnahe Formgebung durch Drucken erhalten, gefolgt von HSM-Schlichtoperationen. Dieser Ansatz optimiert sowohl die Produktivität als auch die Oberflächenqualität und ermöglicht gleichzeitig geometrische Komplexität, die bisher durch konventionelle Fertigungsmethoden unmöglich war.
Fortschrittliche Simulationsfähigkeiten ermöglichen die virtuelle Optimierung von HSM-Prozessen vor der physischen Implementierung, wodurch die Entwicklungszeit verkürzt und optimale Ergebnisse von den ersten Produktionsläufen sichergestellt werden. Diese Systeme sagen die Ergebnisse der Oberflächenqualität basierend auf Materialeigenschaften, Schneidparametern und Werkzeugwegstrategien genau voraus.
Häufig gestellte Fragen
Welche Spindeldrehzahlen sind für eine optimale Oberflächengüte von Aluminiumformen in HSM erforderlich?
Eine optimale Oberflächengüte von Aluminiumformen erfordert typischerweise Spindeldrehzahlen von mehr als 15.000 U/min für die meisten Anwendungen, wobei die spezifischen Anforderungen je nach Werkzeugdurchmesser und Aluminiumlegierung variieren. Für Al 6061-T6 mit 10-12 mm Schaftfräsern erreichen Drehzahlen von 15.000-20.000 U/min durchgängig Ra-Werte unter 0,2 μm. Höhere Drehzahlen bis zu 40.000 U/min kommen kleineren Werkzeugen mit Durchmesser und anspruchsvolleren Anforderungen an die Oberflächenqualität zugute.
Wie macht HSM sekundäre Bearbeitungsvorgänge an Aluminiumformen überflüssig?
HSM eliminiert sekundäre Bearbeitungsvorgänge, indem es die erforderliche Oberflächenqualität direkt durch optimierte Schneidmechaniken erreicht, die die Bildung von Aufbauschneiden verhindern und Kaltverfestigungseffekte minimieren. Die hohen Schnittgeschwindigkeiten verlagern die Wärmeerzeugung eher in den Span als in das Werkstück und ermöglichen so das direkte Erreichen von Ra-Werten im Bereich von 0,1-0,3 μm, die die Anforderungen des Spritzgusses ohne Polieren oder EDM-Bearbeitung erfüllen.
Welche Aluminiumlegierungen reagieren am besten auf HSM für Formanwendungen?
Al 6061-T6 bietet die optimale Kombination aus Bearbeitbarkeit und Oberflächengütefähigkeit für HSM-Formanwendungen und erreicht durchgängig Ra-Werte von 0,1-0,2 μm. Al 7075-T6 bietet eine höhere Festigkeit, erfordert aber eine sorgfältigere Parameterauswahl, um eine gleichwertige Oberflächenqualität zu erzielen. Al 2024-T4 stellt aufgrund von Kaltverfestigungstendenzen Herausforderungen dar, bleibt aber für weniger anspruchsvolle Anwendungen praktikabel.
Welche Schneidparameter bieten das beste Gleichgewicht zwischen Produktivität und Oberflächenqualität?
Optimale Schneidparameter kombinieren typischerweise Spindeldrehzahlen von 15.000-20.000 U/min mit Vorschüben von 4.000-6.000 mm/min für Aluminiumformen. Die axiale Schnitttiefe sollte für Schlichtoperationen unter 1,0 mm bleiben, wobei der radiale Eingriff mit trochoidalen Werkzeugwegen auf 5-15 % des Werkzeugdurchmessers begrenzt ist. Diese Parameter halten die optimale Spanbelastung aufrecht und verhindern gleichzeitig eine Werkzeugablenkung, die die Oberflächenqualität beeinträchtigt.
Wie beeinflusst die Kühlmittelstrategie die Oberflächenqualität von Aluminium-HSM?
Die Kühlmittelstrategie beeinflusst die Oberflächenqualität entscheidend durch das Wärmemanagement und die Kontrolle der Spanabfuhr. Die minimale Mengenschmierung (MQL) bei 50-100 ml/Stunde bietet eine optimale Schmierung ohne Probleme beim erneuten Schneiden von Spänen, während Hochdruckkühlmittel bei 70-150 bar eine vollständige Spanabfuhr gewährleistet. Die richtige Kühlmittelzufuhr verhindert die Bildung von Aufbauschneiden und hält konsistente Schneidbedingungen aufrecht, die für eine überlegene Oberflächengüte unerlässlich sind.
Welche Qualitätskontrollmethoden überprüfen die Oberflächengüte von Aluminiumformen aus HSM am besten?
Die Kontaktprofilometrie mit einem Taster mit einem Radius von 2 μm bietet die zuverlässigste Ra-Messung für Aluminiumformoberflächen, wobei mehrere Messorte die statistische Validität gewährleisten. Die berührungslose Weißlichtinterferometrie bietet Vorteile für komplexe Geometrien und erreicht eine Subnanometerauflösung für die detaillierte Oberflächencharakterisierung. Beide Methoden erfordern kalibrierte Geräte und geschulte Bediener für genaue Ergebnisse.
Welche wirtschaftlichen Vorteile rechtfertigen die HSM-Investition für die Aluminiumformproduktion?
Die HSM-Investition amortisiert sich typischerweise innerhalb von 12-24 Monaten durch Zykluszeitverkürzungen von 60-70 %, die Eliminierung sekundärer Bearbeitungsvorgänge mit Kosten von 300-700 €/m² und eine Reduzierung der Gesamtproduktionskosten von 25-40 %. Weitere Vorteile sind eine verbesserte Qualitätskonsistenz, reduzierte Nacharbeitsraten und schnellere Lieferzeiten, die die Wettbewerbsposition auf dem Markt für die Formenherstellung verbessern.
MICRONS HUB DV Ε.Ε. · VAT: EL803129638 · GEMI: 190254227000 · Industrial Area, Street B, Number 4, 71601 Heraklion, Crete, Greece