Stansning vs. Laserskæring: Hvornår det kan betale sig at investere i værktøj
Beslutningstagere inden for produktion står over for et kritisk valg, når de planlægger pladebearbejdning: stansning eller laserskæring. Denne beslutning påvirker alt fra indledende investeringer i værktøj til langsigtede produktionsomkostninger, kvalitetskonsistens og driftsfleksibilitet. Kompleksiteten øges, når man tager højde for variationer i materialetykkelse, geometriske krav og produktionsvolumener, der kan ændre sig dramatisk i løbet af produktets levetid.
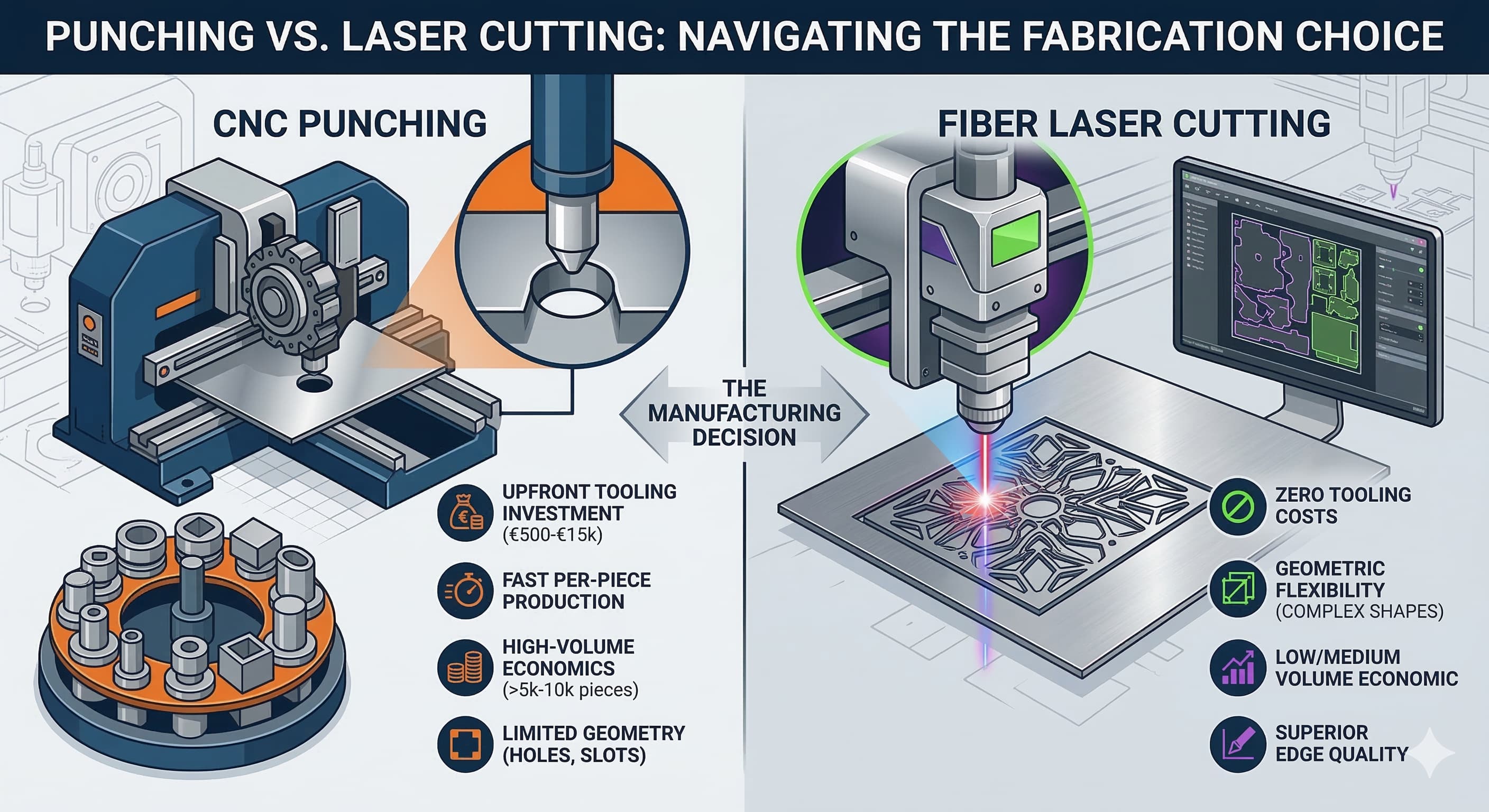
Vigtigste pointer:
- Stansning kræver en indledende investering i værktøj (€500-€15.000 pr. værktøj), men giver overlegen økonomi ved volumener over 5.000-10.000 stykker
- Laserskæring tilbyder nul værktøjsomkostninger og geometrisk fleksibilitet, men har højere omkostninger pr. styk, der spænder fra €0,50-€5,00 afhængigt af materiale og kompleksitet
- Der findes grænser for materialetykkelse: stansning er fremragende op til 6 mm ståltykkelse, mens laserskæring effektivt håndterer materialer op til 25 mm
- Kvalitetskrav driver procesvalget - stansning leverer ±0,05 mm positionsnøjagtighed, mens laserskæring opnår ±0,1 mm med overlegen kantkvalitet
Forståelse af grundlæggende stansningsprocesser
Stansning fungerer ved hjælp af forskydningskraft, der påføres af præcisionsværktøj, hvilket skaber rene snit gennem kontrolleret materialedeformation. Processen kræver specialfremstillede matricer og stempler, der er fremstillet efter nøjagtige specifikationer, typisk bearbejdet fra værktøjsstålkvaliteter som D2 eller A2 med hårdhedsværdier på 58-62 HRC. Moderne CNC revolverstanspresser opnår en positioneringsnøjagtighed på ±0,025 mm og kan bearbejde materialer op til 6,35 mm tykkelse i stål og 4 mm i rustfrie stålkvaliteter som 316L.
Værktøjets forventede levetid varierer betydeligt afhængigt af materialets egenskaber og stempelgeometri. Standard runde stempler, der bearbejder blødt stål, opnår 100.000-500.000 slag, før de kræver vedligeholdelse, mens komplekse former eller hårde materialer som Inconel 625 reducerer værktøjets levetid til 10.000-50.000 cyklusser. Værktøjsvedligeholdelsesomkostninger repræsenterer typisk 15-25 % af de samlede driftsomkostninger ved stansning.
Stansningsprocessen er fremragende til at skabe præcise huller, slidser og hak med ensartet dimensionsnøjagtighed. Til applikationer, der kræver snævre tolerancer for hulpositionering, leverer stansning overlegne resultater sammenlignet med termiske skæremetoder. Processens begrænsning bliver dog tydelig med komplekse geometrier, der kræver kontinuerlige konturer eller indviklede indvendige udskæringer.
Analyse af laserskæringsteknologi
Fiberlaserskæringsteknologi dominerer moderne pladebearbejdning på grund af overlegen strålekvalitet og energieffektivitet. Nuværende systemer fungerer ved effektniveauer fra 1 kW til 15 kW, hvor 4 kW-6 kW systemer repræsenterer det optimale punkt for generelt fabrikationsarbejde. Strålekvalitetsfaktorer (M²) under 1,1 muliggør skærehastigheder på 15-25 meter i minuttet i 2 mm blødt stål, samtidig med at kantkvalitetsstandarder opretholdes i henhold til ISO 9013 kvalitetsklasse 2.
Skærekapaciteten varierer efter materialetype og lasereffekt. Et 6 kW fiberlasersystem bearbejder blødt stål op til 25 mm tykkelse, rustfrit stål til 20 mm og aluminiumslegeringer til 12 mm. Skærekvaliteten forringes betydeligt ud over disse tærskler, hvilket kræver sekundære operationer eller alternative processer. Gasforbrug repræsenterer en stor omkostningsfaktor - nitrogen skæring af rustfrit stål forbruger 10-15 kubikmeter i timen til €0,80-€1,20 pr. kubikmeter.
Kantkvalitetsegenskaber adskiller sig væsentligt fra stansning. Laserskæring producerer varmepåvirkede zoner (HAZ), der typisk er 0,1-0,3 mm brede, afhængigt af materialetykkelse og skæreparametre. Denne termiske påvirkning kan påvirke materialets egenskaber i kritiske applikationer, især i fjederstål eller hærdede materialer, hvor metallurgiske ændringer påvirker ydeevnen.
Omfattende ramme for omkostningsanalyse
Den samlede omkostningsevaluering kræver analyse af flere omkostningskomponenter ud over simple beregninger pr. styk. Stansning involverer betydelige indledende investeringer i værktøj, men leverer stordriftsfordele ved højere volumener. Standard runde stempler koster €500-€1.500 hver, mens komplekse formningsværktøjer spænder fra €3.000-€15.000 afhængigt af geometri og præcisionskrav.
| Omkostningskomponent | Stansning | Laserskæring | Break-even volumen |
|---|---|---|---|
| Investering i værktøj | €500-€15.000 | €0 | Varierer efter kompleksitet |
| Opsætningstid | 15-45 minutter | 5-15 minutter | N/A |
| Behandlingshastighed (2mm stål) | 800-1.200 slag/time | 15-25 m/min skæring | Geometriafhængig |
| Materialeudnyttelse | 85-95% | 75-90% | Volumenafhængig |
| Sekundære operationer | Minimal | Afgratning påkrævet | Kvalitetsafhængig |
Arbejdsomkostninger påvirker procesøkonomien betydeligt. Stansningsoperationer kræver typisk dygtigt opsætningspersonale, men kan køre uden opsyn, når de er programmeret. Laserskæring kræver kontinuerlig operatør opmærksomhed for materialehåndtering og kvalitetsovervågning. Europæiske lønsatser på €35-€55 i timen gør automatiseringsovervejelser kritiske for begge processer.
Energiforbrugsmønstre adskiller sig betydeligt. Stansningssystemer forbruger 15-25 kW under drift, men kun under faktiske formningscyklusser. Lasersystemer opretholder et grundlæggende strømforbrug på 30-50 kW kontinuerligt, med et maksimalt forbrug, der når 60-80 kW under skæreoperationer. Ved europæiske industrielle elpriser på €0,12-€0,18 pr. kWh bliver energiomkostningerne betydelige faktorer i højvolumenproduktion.
Materialekompatibilitet og begrænsninger
Materialevalg driver procesgennemførlighed mere end nogen anden faktor. Stansning er fremragende med duktile materialer, der deformeres forudsigeligt under forskydningskræfter. Carbonstål fra kvalitet S235 til S355 stanses rent op til 6 mm tykkelse. Rustfrie stålkvaliteter 304 og 316L bearbejdes effektivt til 4 mm, selvom koldhærdningsegenskaber kræver omhyggeligt værktøjsdesign og vedligeholdelsesprotokoller.
Aluminiumslegeringer giver unikke udfordringer for stansningsoperationer. Bløde kvaliteter som 1100 og 3003 har tendens til at gnide på stempeloverflader, hvilket kræver specialiserede belægninger eller værktøjsmaterialer. Hårdere legeringer som 6061-T6 stanses mere forudsigeligt, men genererer højere værktøjsslitage. Aluminiums klæbende egenskaber nødvendiggør ofte hyppigere værktøjsrensning og vedligeholdelsescyklusser.
| Materialekvalitet | Maks. stansetykkelse | Maks. laser tykkelse | Foretrukken proces |
|---|---|---|---|
| S235 Blødt stål | 6.0mm | 25mm | Stansning < 3mm |
| 304 Rustfrit stål | 4.0mm | 20mm | Laser til komplekse snit |
| 6061-T6 Aluminium | 3.0mm | 12mm | Laser foretrækkes |
| COR-TEN Stål | 5.0mm | 20mm | Procesafhængig |
| Inconel 625 | 2.0mm | 8mm | Kun laser |
Laserskæring demonstrerer overlegen materialemæssig alsidighed og bearbejder alt fra tynde folier til tykke plader på tværs af forskellige legeringssystemer. Reflekterende materialer som kobber og messing, der historisk set har været udfordrende for CO2-lasere, skæres effektivt med moderne fiberlaserteknologi. Materialeomkostningerne stiger dog med laserbearbejdning på grund af bredere skærebredder og potentiale for varmerelateret forvrængning, hvilket kræver yderligere materialetillæg.
Kvalitetsstandarder og tolerancer
Krav til dimensionsnøjagtighed bestemmer ofte procesvalget mere end omkostningsovervejelser. Stansning leverer enestående positionsnøjagtighed for hulmønstre og gentagne funktioner. Moderne CNC revolverpresser opretholder hul-til-hul nøjagtighed inden for ±0,025 mm på tværs af pladedimensioner op til 1500 mm × 3000 mm. Dette præcisionsniveau passer til applikationer, der kræver snævre samlingstolerancer eller flere komponenter, der kræver udskiftelighed.
Kantkvalitetsegenskaber adskiller sig fundamentalt mellem processer. Stansede kanter udviser en karakteristisk forskydningszone, der typisk er 30-50 % af materialetykkelsen, efterfulgt af en brudzone med en grovere tekstur. For 2 mm blødt stål strækker forskydningszonen sig ca. 0,6-1,0 mm, hvilket giver glatte bærende overflader, der er egnede til akselapplikationer eller præcisionssamlinger.
Laserskæring producerer forskellige kantegenskaber, der styres af termiske effekter og valg af hjælpegas. Iltassisteret skæring af blødt stål skaber lette oxidationslag, der kræver overvejelse i svejse- eller belægningsapplikationer. Nitrogen skæring eliminerer oxidation, men øger driftsomkostningerne med €0,15-€0,25 pr. lineær meter skæring. Overfladeruhed spænder typisk fra Ra 12,5-25 μm afhængigt af skærehastighed og materialetykkelse.
For højpræcisionsresultater, Få et tilbud inden for 24 timer fra Microns Hub.
Overvejelser om geometrisk kompleksitet
Formkompleksitet repræsenterer måske den mest afgørende faktor i procesvalget. Stansning er fremragende til at skabe mønstre af simple geometriske former - huller, slidser, hak og grundlæggende formningsoperationer. Komplekse interne udskæringer eller indviklede eksterne konturer kræver flere værktøjsopsætninger eller viser sig umulige inden for stansningsprocesbegrænsninger.
Minimum funktionsstørrelser pålægger forskellige begrænsninger. Stansning kan skabe huller så små som materialetykkelsen, med praktiske minimumsværdier på 1,0 mm i diameter i 2 mm stål. Tætpakkede funktioner kræver dog overvejelse af banens styrke mellem snit. Industristandarder anbefaler minimum bane dimensioner på 1,5 × materialetykkelse for at forhindre forvrængning under formning.
Laserskæring tilbyder praktisk talt ubegrænset geometrisk frihed inden for materialetykkelsesbegrænsninger. Interne hjørner opnår radier så små som 0,1 mm, mens eksterne funktioner kan inkorporere komplekse kurver og indviklede detaljer, der er umulige med stansning. Denne fleksibilitet viser sig uvurderlig til prototypeudvikling eller produkter, der kræver æstetiske overvejelser sammen med funktionelle krav.
Avancerede produktionsapplikationer kombinerer ofte begge processer strategisk. Pladebearbejdningstjenester anvender ofte stansning til gentagne hulmønstre, mens laserskæring bruges til komplekse perimeterprofiler. Denne hybridtilgang optimerer både omkostningseffektivitet og geometrisk kapacitet.
Produktionsvolumenøkonomi
Break-even analyse kræver omhyggelig evaluering af de samlede produktionsomkostninger på tværs af forventede produktlevetider. Lavvolumenproduktion favoriserer konsekvent laserskæring på grund af nul værktøjsomkostninger og minimale opsætningskrav. For mængder under 1.000 stykker koster laserbearbejdning typisk 30-50 % mindre end stansning, når værktøjsinvesteringer afskrives.
Mellemstore produktionsvolumener mellem 1.000-10.000 stykker præsenterer den mest komplekse beslutningsmatrix. Værktøjsomkostninger skal opvejes af reducerede bearbejdningsomkostninger pr. styk og forbedret materialeudnyttelse. Simple geometrier med standardværktøj når break-even punkter omkring 2.000-3.000 stykker, mens komplekse former, der kræver specialværktøj, muligvis ikke opnår omkostningsparitet før 8.000-10.000 stykker.
Højvolumenproduktion favoriserer stærkt stansningsøkonomi. Når værktøjsomkostningerne er afskrevet, kan omkostningerne pr. styk falde til €0,05-€0,15 sammenlignet med laserskæringsomkostninger på €0,50-€2,00 pr. styk. Disse dramatiske forskelle driver værktøjsinvesteringer for ethvert produkt, der forventer volumener, der overstiger 15.000-20.000 stykker årligt.
| Produktionsvolumen | Anbefalet proces | Pris pr. stk. | Opsætningsinvestering |
|---|---|---|---|
| < 500 styk | Laserskæring | €0.80-€3.50 | €0 |
| 500-2.000 styk | Procesafhængig | €0.60-€2.50 | €0-€5.000 |
| 2.000-10.000 styk | Stansning (simpel) | €0.25-€1.20 | €1.000-€8.000 |
| > 10.000 styk | Stansning | €0.08-€0.35 | €2.000-€15.000 |
Materialeudnyttelse og spildoptimering
Reduktion af spild påvirker materialomkostningerne betydeligt, især for dyre legeringer eller storvolumenproduktion. Stansningsoperationer opnår materialeudnyttelsesrater på 85-95 % gennem optimerede nesting algoritmer og ensartede skærebredder. Den forudsigelige karakter af stansningsværktøj muliggør præcis materialplanlægning og minimal spildgenerering.
Laserskæringsudnyttelse varierer betydeligt baseret på delgeometri og nesting kompleksitet. Simple rektangulære dele opnår 90-95 % udnyttelse, mens komplekse former med adskillige interne udskæringer muligvis kun giver 65-75 % effektivitet. Skærebreddeovervejelser - typisk 0,1-0,3 mm for fiberlasere - skal inkorporeres i nesting beregninger og kan påvirke materialomkostningerne betydeligt for præcisionskomponenter.
Håndtering af restmateriale adskiller sig mellem processer. Stansning genererer rene geometriske rester, der er egnede til sekundære applikationer eller lager til mindre komponenter. Laserskæring producerer uregelmæssige former, der ofte er uegnede til genbrug, selvom avanceret nesting software kan identificere muligheder for at udnytte rester i efterfølgende produktionskørsler.
Når du bestiller fra Microns Hub, drager du fordel af direkte producentrelationer, der sikrer overlegen kvalitetskontrol og konkurrencedygtige priser sammenlignet med markedspladsplatforme. Vores tekniske ekspertise og avancerede nesting optimering leverer materialeudnyttelsesrater, der konsekvent er 5-8 % højere end branchegennemsnittet, hvilket direkte omsættes til omkostningsbesparelser for dine projekter.
Procesintegration og workflow optimering
Produktionsworkflow integration påvirker den samlede produktionseffektivitet ud over individuelle proceskapaciteter. Stansningsoperationer integreres problemfrit med andre formningsprocesser som bukning, trækning og samleoperationer. Den ensartede kantkvalitet og dimensionsnøjagtighed letter downstream processer uden yderligere forberedelsestrin.
Laserskæring kræver ofte sekundære operationer til kantforberedelse eller spændingsaflastning. Varmepåvirkede zoner kan nødvendiggøre bearbejdning eller slibning til kritiske applikationer. Afgratningskrav tilføjer €0,05-€0,15 pr. lineær meter skæring, afhængigt af materialetykkelse og kantkvalitetsspecifikationer.
Kvalitetskontrolprotokoller adskiller sig betydeligt mellem processer. Stansningsoperationer drager fordel af statistisk proceskontrol, der overvåger værktøjsslitage og dimensionsdrift. Når det er etableret, leverer stansningsværktøj ensartede resultater, der kun kræver periodisk verifikation. Laserskæring kræver kontinuerlig overvågning af skærekvalitet, hjælpegastryk og termiske effekter, der kan variere gennem produktionskørsler.
Moderne produktion understreger i stigende grad fleksibilitet og hurtig reaktion på markedsændringer. Vores produktionstjenester inkorporerer både stansnings- og laserskæringskapaciteter, hvilket muliggør optimal procesvalg baseret på aktuelle produktionskrav snarere end faste udstyrsbegrænsninger.
Teknologiudvikling og fremtidige overvejelser
Fremspirende teknologier fortsætter med at omforme stansning versus laserskæringslandskabet. Avanceret stansningsværktøj, der inkorporerer servo-elektriske drev, leverer forbedret nøjagtighed og reducerede støjniveauer sammenlignet med traditionelle hydrauliske systemer. Multi-værktøjskapaciteter muliggør komplekse formningsoperationer, der tidligere krævede separate processer.
Laserteknologiudvikling fokuserer på effektskalering og forbedringer af strålekvaliteten. Næste generations fiberlasere, der nærmer sig 20 kW effektniveauer, vil udvide tyksektionsskærekapaciteter, samtidig med at fremragende kantkvalitet opretholdes. Adaptive skæreteknologier justerer automatisk parametre baseret på realtids kvalitetsfeedback, hvilket reducerer operatørfærdighedskrav og forbedrer konsistensen.
Automatisering af integration påvirker begge processer forskelligt. Stansningsoperationer rummer let automatiserede læsse- og aflæssesystemer, hvor nogle installationer opnår lys-ud produktion for passende delgeometrier. Laserskæringsautomatisering står over for større udfordringer på grund af variable behandlingstider og kvalitets overvågningskrav, selvom fremskridt inden for kunstig intelligens adresserer disse begrænsninger.
Bæredygtighedsovervejelser påvirker i stigende grad procesvalget. Stansning genererer minimalt spild og kræver ingen forbrugsgasser, hvilket stemmer overens med miljømål. Laserskæringsenergiforbrug og hjælpegasforbrug skaber større miljømæssige fodaftryk, selvom forbedringer i effektivitet delvist opvejer disse bekymringer.
Ofte stillede spørgsmål
Hvad er den mindste ordremængde, der gør stansningsværktøjsinvesteringen umagen værd?
Break-even mængder afhænger af delkompleksitet og værktøjsomkostninger, men spænder generelt fra 2.000-5.000 stykker for standardgeometrier. Komplekse former, der kræver specialværktøj, kan have brug for 8.000-12.000 stykker for at retfærdiggøre investeringen. Overvej den samlede levetidsvolumen på tværs af produktvarianter, der kan dele almindeligt værktøj for at forbedre økonomien.
Kan laserskæring matche stansningsnøjagtighed for hulmønstre?
Laserskæring opnår ±0,1 mm positionsnøjagtighed, mens stansning leverer ±0,025 mm for hul-til-hul afstand. For applikationer, der kræver præcise lejepasninger eller snævre samlingstolerancer, giver stansning overlegen nøjagtighed. Laserskæringsnøjagtighed kan dog være tilstrækkelig til mange applikationer, samtidig med at den tilbyder større geometrisk fleksibilitet.
Hvordan påvirker materialetykkelsen stansning versus laserskæringsbeslutningen?
Stansning bliver i stigende grad vanskelig ud over 6 mm ståltykkelse på grund af kraftkrav og værktøjsslitage. Laserskæring håndterer materialer op til 25 mm effektivt med passende effektniveauer. For tykke sektioner over 8 mm giver laserskæring typisk bedre kantkvalitet og geometrisk kapacitet end stansningsalternativer.
Hvilke sekundære operationer kræves typisk for hver proces?
Stansning kræver sjældent sekundære operationer ud over let afgratning til kosmetiske applikationer. Laserskæring har ofte brug for afgratning, især på tykke sektioner, og kan kræve spændingsaflastning til præcisionsapplikationer. Varmepåvirkede zoner kræver lejlighedsvis fjernelse gennem bearbejdning eller slibning.
Hvordan sammenlignes opsætningstider mellem stansning og laserskæring for korte serier?
Laserskæringsopsætning kræver typisk 5-15 minutter til programmering og materialepositionering. Stansningsopsætning involverer værktøjsvalg, installation og programverifikation, hvilket normalt tager 15-45 minutter afhængigt af kompleksiteten. For mængder under 100 stykker opvejer laserskæringsopsætningsfordele ofte omkostningsforskelle pr. styk.
Kan begge processer håndtere det samme udvalg af materialer effektivt?
Laserskæring demonstrerer overlegen materialemæssig alsidighed og bearbejder alt fra tynde folier til eksotiske legeringer som Inconel og titanium. Stansning fungerer bedst med duktile materialer op til moderate styrkeniveauer. Hårde eller skøre materialer, der ville beskadige stansningsværktøj, skæres effektivt med laserteknologi.
Hvilke kvalitetsstandarder gælder for kanttilstand og dimensionsnøjagtighed?
Stansede kanter overholder ISO 2768 dimensionsstandarder og udviser karakteristiske forskydningszoner. Laserskårne kanter følger ISO 9013 kvalitetsklassifikationer, med klasse 2-3 typisk for de fleste applikationer. Begge processer kan opnå præcisionskrav, når de er korrekt specificeret og kontrolleret, selvom stansning tilbyder overlegen dimensionskonsistens for gentagne funktioner.
MICRONS HUB DV Ε.Ε. · VAT: EL803129638 · GEMI: 190254227000 · Industrial Area, Street B, Number 4, 71601 Heraklion, Crete, Greece