Højhastighedsfræsning (HSM): Fordele ved overfladefinish for aluminiumforme
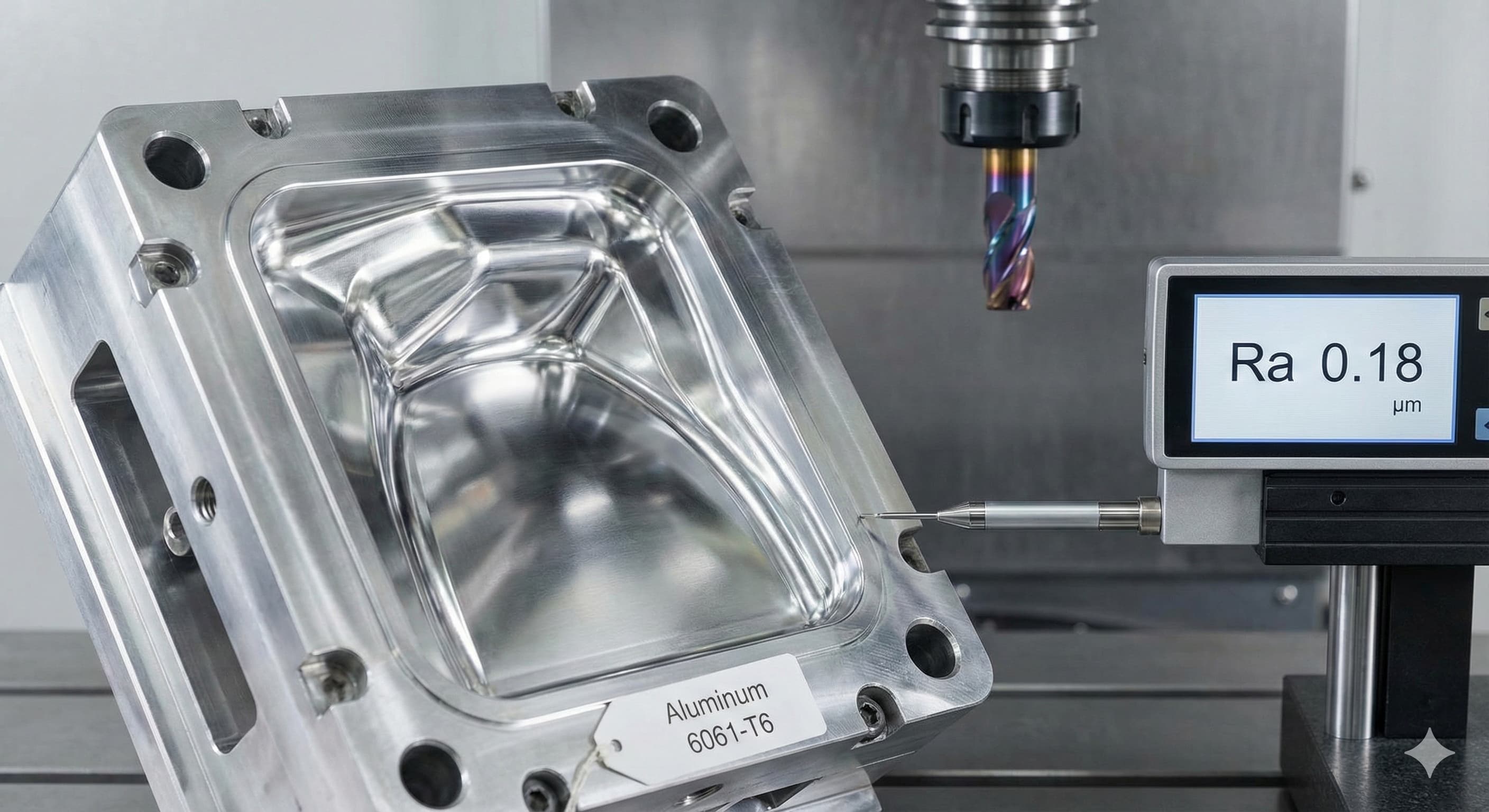
Overfladekvaliteten af aluminiumforme er afgørende for produktets succes i sprøjtestøbningsapplikationer. Parametrene for højhastighedsfræsning (HSM) ændrer fundamentalt overfladetopografien gennem kontrollerede værktøjs-emne-interaktioner ved forhøjede skærehastigheder, hvilket leverer Ra-værdier under 0,2 μm uden sekundære efterbehandlingsoperationer.
Vigtigste pointer:
- HSM reducerer overfladeruheden på aluminiumforme med 60-80 % sammenlignet med konventionel bearbejdning gennem optimerede spåndannelsesmekanismer
- Spindelhastigheder over 15.000 RPM med tilspændingshastigheder over 5.000 mm/min eliminerer dannelse af opskæring på aluminiumlegeringer
- Der er en direkte sammenhæng mellem skærehastighed og overfladefinishkvalitet for Al 6061-T6 og Al 7075-T6 forme
- Værktøjsbanestrategier i HSM minimerer termiske cykluseffekter, der nedbryder aluminiumoverfladens integritet
Forståelse af højhastighedsfræsningens fysik for aluminiumoverfladekvalitet
Højhastighedsfræsning ændrer fundamentalt materialefjernelsesmekanismen i aluminium gennem øgede skærehastigheder, der overstiger de termiske ledningsevnebegrænsninger for emnematerialet. Ved bearbejdning af aluminiumlegeringer ved konventionelle hastigheder under 300 m/min skaber varmegenerering lokaliserede termiske zoner, der fremmer dannelse af opskæring og arbejdshærdningseffekter. Disse fænomener kompromitterer direkte overfladefinishkvaliteten ved at skabe mikrosvejsning mellem værktøjs- og emnematerialer.
Overgangen til HSM-driftsparametre – typisk 800-2.000 m/min skærehastigheder for aluminium – flytter varmegenereringszonen ind i spånen snarere end den færdige overflade. Denne termiske omfordeling sker, fordi den forkortede kontakttid mellem skæreværktøj og emne forhindrer varmeoverførsel til aluminiumsubstratet. Resultatet manifesterer sig som dramatisk forbedrede overfladefinishegenskaber med Ra-værdier, der konsekvent opnår 0,1-0,3 μm-området uden sekundære operationer.
Materialeegenskaber bliver kritiske, når HSM implementeres til aluminiumformapplikationer. Al 6061-T6 udviser optimal HSM-respons på grund af dets afbalancerede siliciumindhold (0,4-0,8 %), der giver tilstrækkelig hårdhed uden overdreven slibeevne. T6-tempereringstilstanden sikrer dimensionsstabilitet under højhastighedsoperationer ved at opretholde en ensartet kornstruktur gennem hele bearbejdningsprocessen.
Værktøjsgeometrioptimering specifikt til aluminium HSM kræver overvejelse af spånvinkler mellem 15-25° positive for at minimere skærekræfter, samtidig med at kantstyrken opretholdes. Frigangsvinkler på 8-12° forhindrer gnidningskontakt, der genererer overfladedefekter. Valg af belægning fokuserer på titaniumaluminiumnitrid (TiAlN) eller diamantlignende carbon (DLC) formuleringer, der modstår aluminiumadhæsion ved forhøjede temperaturer.
Spindelhastighed og tilspændingshastighedsoptimering for overfladekvalitet
Valg af spindelhastighed påvirker direkte overfladefinishkvaliteten gennem dens effekt på spåndannelseskonsistens og termisk styring. Forskningsdata fra aluminiumformbearbejdningsoperationer viser, at optimal overfladefinish opnås, når spindelhastigheder overstiger den kritiske hastighedstærskel, hvor dannelse af opskæring overgår til stabil forskydningszonefræsning.
For Al 6061-T6 formapplikationer forekommer denne kritiske tærskel typisk ved spindelhastigheder over 12.000 RPM ved brug af 10-12 mm diameter pindfræsere. Ved disse hastigheder nærmer skærehastigheden sig 400-500 m/min, hvilket effektivt eliminerer den stick-slip skærevirkning, der skaber overfladeuregelmæssigheder. Tilspændingshastighedskoordinering bliver afgørende for at opretholde optimal spånlast pr. tand, samtidig med at der opnås maksimale overfladekvalitetsfordele.
| Aluminiumslegering | Optimal spindelhastighed (RPM) | Fremføringshastighed (mm/min) | Opnåelig Ra (μm) | Typiske anvendelser |
|---|---|---|---|---|
| Al 6061-T6 | 15,000-20,000 | 4,000-6,000 | 0.1-0.2 | Sprøjtestøbeforme, værktøj |
| Al 7075-T6 | 12,000-18,000 | 3,000-5,000 | 0.15-0.25 | Luft- og rumfartsforme, fixturer |
| Al 2024-T4 | 10,000-15,000 | 2,500-4,000 | 0.2-0.35 | Prototypestøbeforme, blødt værktøj |
| Al 5083-H111 | 8,000-12,000 | 2,000-3,500 | 0.25-0.4 | Marine applikationer, formningsværktøjer |
Forholdet mellem tilspændingshastighed og overfladekvalitet i aluminium HSM følger forudsigelige mønstre baseret på spåntykkelseseffekter. Optimal spåntykkelse for aluminium spænder typisk fra 0,05-0,15 mm pr. tand, beregnet ved at dividere tilspændingshastigheden med produktet af spindelhastighed og antal skærekanter. Overskridelse af dette område skaber overdrevne skærekræfter, der afbøjer emnet og kompromitterer overfladekvaliteten, især i tyndvæggede formsektioner.
Avancerede HSM-strategier anvender variabel tilspændingshastighedsprogrammering, der justerer skæreparametre baseret på lokal geometrisk kompleksitet. I formhulrumregioner med snævre radier eller dybe lommer reduceres tilspændingshastigheder automatisk med 20-30 % for at opretholde overfladekvaliteten og samtidig forhindre værktøjsbrud. Denne adaptive tilgang sikrer ensartet overfladefinish på tværs af komplekse formgeometrier uden manuel intervention.
Værktøjsbanestrategiens indvirkning på aluminiumoverfladens karakteristika
Værktøjsbaneprogrammering påvirker direkte aluminiumoverfladekvaliteten gennem dens kontrol af skæreindgrebsforhold og termiske cykluseffekter. Konventionelle værktøjsbaner, der anvender fuldt radialt indgreb, skaber overdreven varmeophobning og værktøjsafbøjning, der manifesterer sig som synlige bearbejdningsmærker på den færdige overflade. HSM-værktøjsbanestrategier adresserer specifikt disse begrænsninger gennem optimerede indgrebsvinkler og konstant spånlastvedligeholdelse.
Trokoidefræsning repræsenterer den mest effektive værktøjsbane tilgang til aluminiumformhulrum, der opretholder konstant radialt indgreb mellem 5-15 % af værktøjsdiameteren, samtidig med at der opnås høje materialefjernelseshastigheder. Denne strategi forhindrer den intermitterende skærevirkning, der skaber overfladeuregelmæssigheder, samtidig med at der sikres tilstrækkelig spånevakuering. Den kontinuerlige skærebevægelse eliminerer de start-stop-mærker, der er almindelige i konventionelle rektangulære værktøjsbaner.
For højpræcisionsresultater, anmod om et gratis tilbud og få priser inden for 24 timer fra Microns Hub.
Klatrefræsningsorientering bliver obligatorisk for aluminium HSM-applikationer på grund af dens overlegne overfladefinishegenskaber sammenlignet med konventionel fræsning. Skærevirkningen i klatrefræsning begynder med maksimal spåntykkelse og reduceres til nul, hvilket skaber en forskydningsvirkning, der producerer ren overfladegenerering. Konventionel fræsnings modsatte spåntykkelsesprogression skaber gnidningsvirkning, der arbejdshærder aluminiumoverfladen og forringer finishkvaliteten.
Valg af skæredybde kræver balance mellem produktivitet og overfladekvalitetsmål. For aluminiumforme, der kræver Ra-værdier under 0,2 μm, bør aksiale skæredybder ikke overstige 0,5-1,0 mm for at forhindre overdrevne skærekræfter, der forårsager værktøjsafbøjning. Endelige finishpas bruger 0,1-0,2 mm skæredybde med øgede tilspændingshastigheder for at opretholde optimale skæreforhold og samtidig opnå overlegen overfladekvalitet.
Materialespecifikke overvejelser for aluminiumformapplikationer
Valg af aluminiumlegering påvirker signifikant HSM-overfladefinishresultater på grund af iboende materialeproperegenskabsforskelle, der påvirker bearbejdelighedskarakteristika. Siliciumindhold påvirker især skæreopførslen, hvor legeringer, der indeholder 0,4-1,2 % silicium, udviser optimal HSM-respons gennem forbedret spånbrydning og reducerede værktøjsadhæsionstendenser.
Al 6061-T6 repræsenterer benchmark-aluminiumlegeringen til formapplikationer på grund af dens afbalancerede sammensætning, der fremmer fremragende overfladefinishkapacitet. Magnesium-silicium-udfældningshærdningssystemet giver tilstrækkelig styrke (flydespænding 276 MPa) og samtidig opretholder bearbejdelighedskarakteristika, der reagerer godt på HSM-parametre. Det relativt lave kobberindhold (0,15-0,4 %) minimerer arbejdshærdningstendenser, der komplicerer opnåelse af overfladefinish.
Valg af tempereringstilstand påvirker kritisk HSM-overfladekvalitetsresultater. T6-temperering giver optimal dimensionsstabilitet under højhastighedsoperationer gennem dens fuldt ældede mikrostruktur, der modstår skæreinducerede stresseffekter. T4-tempereret aluminium udviser større tendens til arbejdshærdning under skæreoperationer, hvilket kræver modificerede HSM-parametre for at opnå tilsvarende overfladekvalitetsresultater.
| Egenskab | Al 6061-T6 | Al 7075-T6 | Al 2024-T4 | Indvirkning på HSM overfladefinish |
|---|---|---|---|---|
| Flydespænding (MPa) | 276 | 503 | 324 | Højere styrke kræver lavere fremføringshastigheder |
| Trækstyrke (MPa) | 310 | 572 | 469 | Påvirker skærekraft og værktøjsnedbøjning |
| Hårdhed (HB) | 95 | 150 | 120 | Hårdere materialer kræver skarpere værktøjer |
| Siliciumindhold (%) | 0.4-0.8 | 0.4 max | 0.5 max | Højere Si forbedrer spånbrud |
| Overfladefinish Ra (μm) | 0.1-0.2 | 0.15-0.25 | 0.2-0.35 | Direkte sammenhæng med legeringssammensætning |
Termisk behandlingshistorie påvirker aluminiums respons på HSM-operationer gennem dens indflydelse på kornstruktur og intern spændingsfordeling. Opløsningsvarmebehandlede og kunstigt ældede materialer (T6-tilstand) udviser overlegen dimensionsstabilitet under HSM sammenlignet med naturligt ældede tilstande (T4), der kan opleve spændingsudløsning under skæreoperationer.
Kølevæske- og smøringsstrategier for optimal overfladekvalitet
Valg af kølevæske og leveringsmetoder påvirker kritisk opnåelse af aluminiumoverfladekvalitet i HSM-applikationer gennem deres effekter på varmestyring og spånevakueringseffektivitet. Traditionel oversvømmelseskøling viser sig ofte utilstrækkelig til HSM-operationer på grund af utilstrækkelig varmeafledningsevne ved forhøjede skærehastigheder og tendensen til at skabe spånregn, der forringer overfladekvaliteten.
Minimumsmøring (MQL) systemer leverer overlegne resultater til aluminium HSM ved at give præcis smøremiddelplacering og samtidig opretholde de tørre skærefordele, der forhindrer spånadhæsion. MQL-flowhastigheder på 50-100 ml/time ved brug af syntetiske estere eller vegetabilske skærevæsker skaber den optimale balance mellem smøring og varmestyring uden at kompromittere spånevakueringen.
Højtrykskølevæskesystemer, der opererer ved 70-150 bar tryk, giver enestående spånevakueringskapacitet, der er essentiel for at opretholde overfladekvaliteten i dybe formhulrum. Kølevæskestrålehastigheden skal overstige spånhastigheden for at sikre effektiv fjernelse og samtidig forhindre genskæringsbeskadigelse. Korrekt dysepositionering bliver kritisk, hvor kølevæske dirigeres både mod skærezonen og spånevakueringsstien.
Luftblæsesystemer supplerer flydende kølevæskestrategier ved at sikre fuldstændig spånfjernelse fra bearbejdede overflader før efterfølgende værktøjspas. Trykluft ved 6-8 bar tryk fjerner effektivt aluminiumspåner, der ellers kan skabe overfladeridser eller dannelse af opskæring på skæreværktøjer.
Kvalitetskontrol og overflademålingsteknikker
Overfladekvalitetsverifikation i aluminiumformapplikationer kræver sofistikerede måleteknikker, der nøjagtigt karakteriserer de mikroskalaoverfladefunktioner, der er kritiske for støbeydelsen. Kontaktprofilometri ved hjælp af stylusinstrumenter giver den mest pålidelige Ra-målingskapacitet, hvor stylusradiusbegrænsninger på 2 μm sikrer nøjagtig gengivelse af overfladestrukturkarakteristika.
Berøringsfrie optiske målesystemer tilbyder fordele for kompleks formgeometrievaluering, hvor stylusadgang bliver problematisk. Hvidlysinterferometri opnår måleresolution under 0,1 nm, hvilket muliggør detaljeret analyse af overfladefunktioner, der påvirker formfrigivelseskarakteristika og delkvalitet. Disse systemer udmærker sig især ved at måle overfladefunktioner i områder med snævre radier og dybe hulrum, hvor kontaktmetoder viser sig upraktiske.
Ved bestilling fra Microns Hub drager du fordel af direkte producentrelationer, der sikrer overlegen kvalitetskontrol og konkurrencedygtige priser sammenlignet med markedspladsplatforme. Vores tekniske ekspertise og personlige service tilgang betyder, at hvert projekt får den opmærksomhed på detaljer, det fortjener, med omfattende overfladekvalitetsdokumentation leveret for hver aluminiumformkomponent.
Statistisk proceskontrolimplementering for aluminium HSM-operationer kræver kontinuerlig overvågning af overfladekvalitetsparametre for at identificere procesdrift, før det påvirker delkvaliteten. Kontrolkort, der sporer Ra-værdier på tværs af flere måleplaceringer, muliggør tidlig påvisning af værktøjsslitage eller procesparameterafvigelse, der kompromitterer overfladekvaliteten. Vores præcisions CNC-bearbejdningstjenester inkorporerer avancerede kvalitetskontrolprotokoller, der er specifikt designet til aluminiumformapplikationer.
Avancerede HSM-teknikker til komplekse formgeometrier
Komplekse aluminiumformgeometrier præsenterer unikke udfordringer for HSM-overfladekvalitetsopnåelse på grund af varierende skæreforhold på tværs af forskellige funktionstyper. Dyb lommebearbejdning kræver specialiserede strategier, der opretholder overfladekvaliteten og samtidig sikrer tilstrækkelig værktøjsstivhed og spånevakueringskapacitet gennem hele skæreprocessen.
Multi-akse HSM-programmering bliver essentiel for komplekse formoverflader, hvor opretholdelse af optimal værktøjsorientering i forhold til emneoverfladen sikrer ensartede skæreforhold. Fem-akse simultan bearbejdning muliggør kontinuerligt værktøjsindgreb uden den udhulning og dårlige overfladekvalitet, der er forbundet med tre-akse approximation af buede overflader. Værktøjsaksevektorkontrol opretholder konstante førings- og hældningsvinkler, der optimerer overfladegenerering på tværs af komplekse geometrier.
Adaptive rydningsstrategier justerer automatisk skæreparametre baseret på lokale materialindgrebsforhold, hvilket sikrer ensartet overfladekvalitet på tværs af varierende vægtykkelser og lommetybder. Disse intelligente værktøjsbanealgoritmer forhindrer værktøjsafbøjning og rysten, der almindeligvis forringer overfladekvaliteten i tyndvæggede formsektioner.
Præcisionsfunktionsbearbejdning i aluminiumforme kræver ofte specialiserede mikro-HSM-teknikker, der udvider traditionelle HSM-principper til ekstremt små skæreværktøjer og funktioner. Spindelhastigheder kan overstige 40.000 RPM for pindfræsere mindre end 1 mm i diameter, hvilket kræver specialiseret overvejelse af værktøjsdynamik og vibrationskontrol.
Omkostnings-fordelsanalyse af HSM til aluminiumformproduktion
Økonomisk begrundelse for HSM-implementering i aluminiumformproduktion kræver omfattende analyse af både direkte bearbejdningsomkostninger og nedstrøms kvalitetsfordele. Indledende udstyrsinvestering spænder typisk fra €150.000-500.000 for HSM-kompatible bearbejdningscentre med passende spindelspecifikationer og kontrolsystemer. Produktivitets- og kvalitetsforbedringerne retfærdiggør dog ofte investeringen inden for 12-24 måneder for moderat til højvolumen formproduktion.
Cyklustidsreduktion repræsenterer den mest umiddelbare økonomiske fordel, hvor aluminiumformruoperationer opnår 3-5x produktivitetsforbedringer sammenlignet med konventionel bearbejdning. Finishoperationsfordele viser sig endnu mere dramatiske, hvor HSM ofte eliminerer sekundære poleringsoperationer fuldstændigt gennem direkte opnåelse af krævede overfladekvalitetsspecifikationer.
Værktøjslevetidsovervejelser præsenterer komplekse økonomiske forhold i aluminium HSM-applikationer. Mens skærehastigheder stiger dramatisk, forlænger den forbedrede skæremekanik og reducerede dannelse af opskæring ofte værktøjslevetiden sammenlignet med konventionel bearbejdning. Carbidpindfræseromkostninger spænder typisk fra €50-200 pr. værktøj, hvor HSM-applikationer opnår 50-150 % længere værktøjslevetid gennem reducerede adhæsionsslidmekanismer.
Kvalitetsrelaterede omkostningsfordele inkluderer eliminering af sekundære finishoperationer, reducerede omarbejdningsrater og forbedret delkvalitetskonsistens. Aluminiumforme, der opnår Ra 0,15 μm direkte fra HSM-operationer, eliminerer poleringsomkostninger på €200-800 pr. kvadratmeter og reducerer samtidig leveringstiderne med 2-5 dage pr. form.
| Omkostningsfaktor | Konventionel bearbejdning | HSM Implementering | Besparelsespotentiale | Tilbagebetalingstid |
|---|---|---|---|---|
| Cykeltid (timer/form) | 40-60 | 12-20 | 60-70% | 6-12 måneder |
| Sekundær efterbehandling (€/m²) | 400-800 | 0-100 | €300-700/m² | 3-6 måneder |
| Værktøjsomkostninger (€/del) | 25-45 | 15-30 | €10-15/del | 12-18 måneder |
| Kvalitetskontrol (€/form) | 200-350 | 100-200 | €100-150/form | 8-15 måneder |
| Samlede produktionsomkostninger | 100% baseline | 60-75% | 25-40% reduktion | 12-24 måneder |
Gennem vores produktionstjenester opnår kunder regelmæssigt 30-50 % omkostningsreduktioner i aluminiumformproduktion gennem optimeret HSM-implementering. Kombinationen af reducerede cyklustider, eliminerede sekundære operationer og forbedret kvalitetskonsistens skaber overbevisende økonomiske fordele, der strækker sig langt ud over indledende bearbejdningsomkostningsovervejelser.
Implementeringsretningslinjer og bedste praksis
Vellykket HSM-implementering til aluminiumformapplikationer kræver systematisk tilgang til udstyrvalg, procesudvikling og operatørtræning. Maskinværktøjsspecifikationer skal inkludere tilstrækkelig spindeleffekt (typisk 15-40 kW), højhastighedskapacitet (15.000-40.000 RPM) og præcise tilspændingsdrivsystemer, der er i stand til accelerationshastigheder, der overstiger 1G for optimal opnåelse af overfladekvalitet.
Procesudvikling bør begynde med materialekarakteriseringstest for at fastlægge optimale skæreparametre for specifikke aluminiumlegeringer og tempereringstilstande. Testskæringer ved hjælp af forskellige spindelhastigheds- og tilspændingshastighedskombinationer muliggør identifikation af det optimale parametervindue for hver applikation. Overfladekvalitetsmåling gennem hele denne udviklingsproces sikrer parametervalg baseret på faktiske finishkrav snarere end teoretiske beregninger.
Operatørtræningskrav stiger signifikant for HSM-operationer på grund af den kritiske karakter af parametervalg og den reducerede fejlmargin ved forhøjede skærehastigheder. Træningsprogrammer bør understrege forståelse af skærefysik, værktøjsbaneoptimering og kvalitetskontrolprocedurer, der er specifikke for aluminiumformapplikationer.
Forebyggende vedligeholdelsesprogrammer bliver kritiske for HSM-udstyr på grund af de krævende driftsforhold og præcisionskrav. Spindelstandsovervågning, værktøjsmålesystemer og maskingeometriverifikation kræver hyppigere opmærksomhed sammenlignet med konventionelle bearbejdningsoperationer. Vedligeholdelsesintervaller reduceres typisk med 30-50 % for at sikre ensartet ydeevne og overfladekvalitetskapacitet.
Fremtidige udviklinger inden for aluminium HSM-teknologi
Fremspirende teknologier fortsætter med at fremme aluminium HSM-kapaciteter gennem forbedringer i skæreværktøjsmaterialer, maskinværktøjsdesign og procesovervågningssystemer. Ultrafine korncarbidsubstrater med avancerede belægningssystemer muliggør endnu højere skærehastigheder og samtidig opretholder værktøjslevetid og overfladekvalitetsfordele.
Kunstig intelligensintegration i HSM-systemer lover adaptiv parameteroptimering, der reagerer på skæreforhold i realtid. Disse systemer overvåger vibrationer, akustiske emissioner og strømforbrug for automatisk at justere skæreparametre for optimal vedligeholdelse af overfladekvaliteten gennem hele bearbejdningsprocessen.
Additiv fremstillingintegration med HSM skaber hybridproduktionsstrategier, hvor komplekse formgeometrier modtager nær-net-formtryk efterfulgt af HSM-finishoperationer. Denne tilgang optimerer både produktivitet og overfladekvalitet og muliggør samtidig geometrisk kompleksitet, der tidligere var umulig gennem konventionelle fremstillingsmetoder.
Avancerede simuleringskapaciteter muliggør virtuel optimering af HSM-processer før fysisk implementering, hvilket reducerer udviklingstiden og sikrer optimale resultater fra indledende produktionskørsler. Disse systemer forudsiger nøjagtigt overfladekvalitetsresultater baseret på materialeproperegenskaber, skæreparametre og værktøjsbanestrategier.
Ofte stillede spørgsmål
Hvilke spindelhastigheder kræves for optimal aluminiumformoverfladefinish i HSM?
Optimal aluminiumformoverfladefinish kræver typisk spindelhastigheder over 15.000 RPM for de fleste applikationer, hvor specifikke krav varierer baseret på værktøjsdiameter og aluminiumlegering. For Al 6061-T6 ved brug af 10-12 mm pindfræsere opnår hastigheder på 15.000-20.000 RPM konsekvent Ra-værdier under 0,2 μm. Højere hastigheder op til 40.000 RPM gavner mindre diameter værktøjer og mere krævende overfladekvalitetskrav.
Hvordan eliminerer HSM behovet for sekundære finishoperationer på aluminiumforme?
HSM eliminerer sekundær finish ved at opnå krævet overfladekvalitet direkte gennem optimeret skæremekanik, der forhindrer dannelse af opskæring og minimerer arbejdshærdningseffekter. De høje skærehastigheder flytter varmegenerering ind i spånen snarere end emnet, hvilket muliggør direkte opnåelse af Ra-værdier i området 0,1-0,3 μm, der opfylder sprøjtestøbningskrav uden polering eller EDM-finish.
Hvilke aluminiumlegeringer reagerer bedst på HSM til formapplikationer?
Al 6061-T6 giver den optimale kombination af bearbejdelighed og overfladefinishkapacitet til HSM-formapplikationer, der konsekvent opnår Ra-værdier på 0,1-0,2 μm. Al 7075-T6 tilbyder højere styrke, men kræver mere omhyggeligt parametervalg for at opnå tilsvarende overfladekvalitet. Al 2024-T4 præsenterer udfordringer på grund af arbejdshærdningstendenser, men forbliver levedygtig til mindre krævende applikationer.
Hvilke skæreparametre giver den bedste balance mellem produktivitet og overfladekvalitet?
Optimale skæreparametre kombinerer typisk spindelhastigheder på 15.000-20.000 RPM med tilspændingshastigheder på 4.000-6.000 mm/min for aluminiumforme. Aksial skæredybde bør forblive under 1,0 mm for finishoperationer, hvor radialt indgreb er begrænset til 5-15 % af værktøjsdiameteren ved hjælp af trokoide værktøjsbaner. Disse parametre opretholder optimal spånlast og samtidig forhindrer værktøjsafbøjning, der kompromitterer overfladekvaliteten.
Hvordan påvirker kølevæskestrategi aluminium HSM-overfladekvalitet?
Kølevæskestrategi påvirker kritisk overfladekvaliteten gennem varmestyring og spånevakueringskontrol. Minimumsmøring (MQL) ved 50-100 ml/time giver optimal smøring uden spånregnsproblemer, mens højtrykskølevæske ved 70-150 bar sikrer fuldstændig spånevakuering. Korrekt kølevæskelevering forhindrer dannelse af opskæring og opretholder ensartede skæreforhold, der er essentielle for overlegen overfladefinish.
Hvilke kvalitetskontrolmetoder verificerer bedst aluminiumformoverfladefinish fra HSM?
Kontaktprofilometri ved hjælp af 2 μm radius stylus giver den mest pålidelige Ra-måling for aluminiumformoverflader, hvor flere måleplaceringer sikrer statistisk validitet. Berøringsfri hvidlysinterferometri tilbyder fordele for komplekse geometrier og opnår sub-nanometer opløsning til detaljeret overfladekarakterisering. Begge metoder kræver kalibreret udstyr og trænede operatører for nøjagtige resultater.
Hvilke økonomiske fordele retfærdiggør HSM-investering til aluminiumformproduktion?
HSM-investering opnår typisk tilbagebetaling inden for 12-24 måneder gennem cyklustidsreduktioner på 60-70 %, eliminering af sekundære finishoperationer, der koster €300-700/m², og samlede produktionsomkostningsreduktioner på 25-40 %. Yderligere fordele inkluderer forbedret kvalitetskonsistens, reducerede omarbejdningsrater og hurtigere leveringstider, der forbedrer konkurrencepositioneringen på formfremstillingsmarkedet.
MICRONS HUB DV Ε.Ε. · VAT: EL803129638 · GEMI: 190254227000 · Industrial Area, Street B, Number 4, 71601 Heraklion, Crete, Greece