Vysokorychlostní obrábění (HSM): Výhody povrchové úpravy pro hliníkové formy
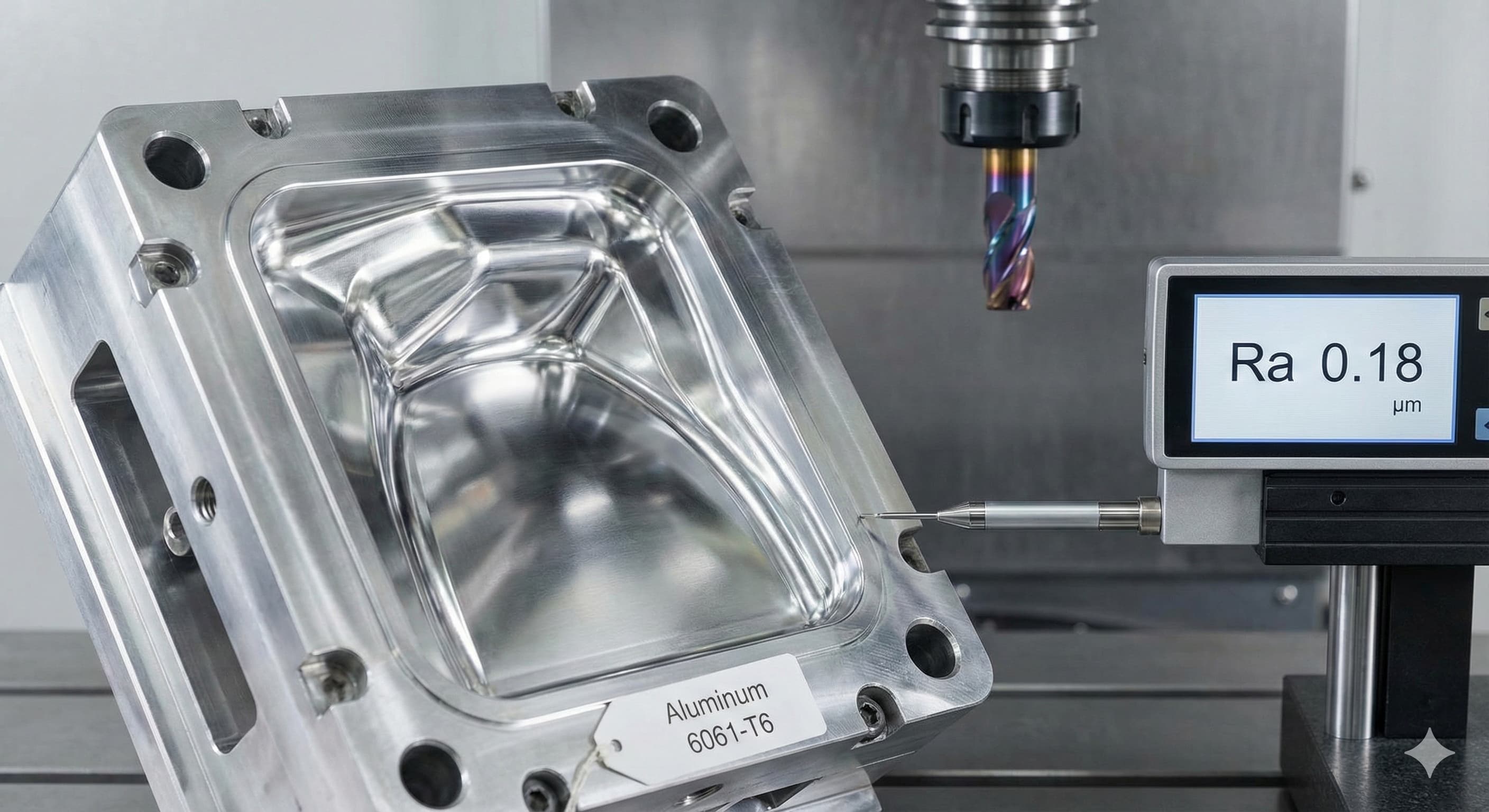
Kvalita povrchu hliníkové formy přímo určuje úspěch produktu v aplikacích vstřikování. Parametry vysokorychlostního obrábění (HSM) zásadně mění topografii povrchu řízenými interakcemi nástroje a obrobku při zvýšených řezných rychlostech, čímž se dosahuje hodnot Ra pod 0,2 μm bez sekundárních dokončovacích operací.
Klíčové poznatky:
- HSM snižuje drsnost povrchu hliníkové formy o 60–80 % ve srovnání s konvenčním obráběním prostřednictvím optimalizovaných mechanismů tvorby třísek
- Otáčky vřetena přesahující 15 000 ot./min s posuvy nad 5 000 mm/min eliminují tvorbu nárůstků na hliníkových slitinách
- Existuje přímá korelace mezi řeznou rychlostí a kvalitou povrchové úpravy pro aplikace forem z Al 6061-T6 a Al 7075-T6
- Strategie dráhy nástroje v HSM minimalizují účinky tepelného cyklování, které zhoršují integritu hliníkového povrchu
Porozumění fyzice vysokorychlostního obrábění pro kvalitu hliníkového povrchu
Vysokorychlostní obrábění zásadně mění mechanismus odstraňování materiálu v hliníku prostřednictvím zvýšených řezných rychlostí, které překračují omezení tepelné vodivosti materiálu obrobku. Při obrábění hliníkových slitin při konvenčních rychlostech pod 300 m/min vytváří generování tepla lokalizované tepelné zóny, které podporují tvorbu nárůstků a účinky zpevňování za studena. Tyto jevy přímo ohrožují kvalitu povrchové úpravy vytvářením mikrosvarů mezi nástrojem a materiály obrobku.
Přechod na provozní parametry HSM – typicky řezné rychlosti 800–2 000 m/min pro hliník – posouvá zónu generování tepla do třísky spíše než na opracovaný povrch. K této tepelné redistribuci dochází, protože zkrácená doba kontaktu mezi řezným nástrojem a obrobkem zabraňuje přenosu tepla do hliníkového substrátu. Výsledkem jsou dramaticky vylepšené charakteristiky povrchové úpravy s hodnotami Ra trvale dosahujícími rozsahu 0,1–0,3 μm bez sekundárních operací.
Při implementaci HSM pro aplikace hliníkových forem se stávají kritickými aspekty vlastností materiálu. Al 6061-T6 vykazuje optimální odezvu HSM díky vyváženému obsahu křemíku (0,4–0,8 %), který poskytuje adekvátní tvrdost bez nadměrné abrazivity. Stav popouštění T6 zajišťuje rozměrovou stabilitu během vysokorychlostních operací udržováním konzistentní struktury zrn během celého procesu obrábění.
Optimalizace geometrie nástroje speciálně pro hliníkové HSM vyžaduje zvážení úhlů čela mezi 15–25° kladných, aby se minimalizovaly řezné síly při zachování pevnosti ostří. Úhly hřbetu 8–12° zabraňují třecímu kontaktu, který generuje povrchové vady. Výběr povlaku se zaměřuje na formulace nitridu titanu a hliníku (TiAlN) nebo uhlíku podobného diamantu (DLC), které odolávají adhezi hliníku při zvýšených teplotách.
Optimalizace otáček vřetena a posuvu pro kvalitu povrchu
Výběr otáček vřetena přímo ovlivňuje kvalitu povrchové úpravy prostřednictvím jeho vlivu na konzistenci tvorby třísek a tepelné hospodaření. Výzkumná data z operací obrábění hliníkových forem ukazují, že optimální povrchová úprava nastává, když otáčky vřetena překročí kritickou prahovou hodnotu rychlosti, kde tvorba nárůstků přechází do stabilního řezání ve smykové zóně.
Pro aplikace forem z Al 6061-T6 se tato kritická prahová hodnota obvykle vyskytuje při otáčkách vřetena nad 12 000 ot./min při použití koncových fréz o průměru 10–12 mm. Při těchto rychlostech se řezná rychlost blíží 400–500 m/min, čímž se účinně eliminuje trhavý řezný pohyb, který vytváří povrchové nerovnosti. Koordinace posuvu se stává nezbytnou pro udržení optimálního zatížení třísky na zub při dosažení maximálních výhod kvality povrchu.
| Slitina hliníku | Optimální otáčky vřetena (RPM) | Rychlost posuvu (mm/min) | Dosažitelná Ra (μm) | Typické aplikace |
|---|---|---|---|---|
| Al 6061-T6 | 15,000-20,000 | 4,000-6,000 | 0.1-0.2 | Vstřikovací formy, nástroje |
| Al 7075-T6 | 12,000-18,000 | 3,000-5,000 | 0.15-0.25 | Letecké formy, přípravky |
| Al 2024-T4 | 10,000-15,000 | 2,500-4,000 | 0.2-0.35 | Prototypové formy, měkké nástroje |
| Al 5083-H111 | 8,000-12,000 | 2,000-3,500 | 0.25-0.4 | Námořní aplikace, tvářecí matrice |
Vztah mezi posuvem a kvalitou povrchu v hliníkovém HSM sleduje předvídatelné vzorce založené na účincích tloušťky třísky. Optimální tloušťka třísky pro hliník se typicky pohybuje od 0,05 do 0,15 mm na zub, vypočtená vydělením posuvu součinem otáček vřetena a počtu řezných hran. Překročení tohoto rozsahu vytváří nadměrné řezné síly, které deformují obrobek a ohrožují kvalitu povrchu, zejména v tenkostěnných částech formy.
Pokročilé strategie HSM využívají programování proměnného posuvu, které upravuje parametry řezání na základě složitosti místní geometrie. V oblastech dutiny formy s těsnými poloměry nebo hlubokými kapsami se posuv automaticky snižuje o 20–30 %, aby se udržela kvalita povrchu a zabránilo se zlomení nástroje. Tento adaptivní přístup zajišťuje konzistentní povrchovou úpravu napříč složitými geometriemi forem bez ručního zásahu.
Vliv strategie dráhy nástroje na charakteristiky hliníkového povrchu
Programování dráhy nástroje přímo ovlivňuje kvalitu hliníkového povrchu prostřednictvím řízení podmínek řezného záběru a účinků tepelného cyklování. Konvenční dráhy nástroje, které využívají plný radiální záběr, vytvářejí nadměrné hromadění tepla a deformaci nástroje, což se projevuje jako viditelné stopy po obrábění na opracovaném povrchu. Strategie dráhy nástroje HSM se specificky zaměřují na tato omezení prostřednictvím optimalizovaných úhlů záběru a udržování konstantního zatížení třísky.
Trochoidální frézování představuje nejúčinnější přístup k dráze nástroje pro dutiny hliníkových forem, udržuje konstantní radiální záběr mezi 5–15 % průměru nástroje při dosažení vysoké rychlosti úběru materiálu. Tato strategie zabraňuje přerušovanému řeznému pohybu, který vytváří povrchové nerovnosti, a zároveň zajišťuje adekvátní odvod třísek. Kontinuální řezný pohyb eliminuje stopy po spuštění a zastavení běžné u konvenčních obdélníkových drah nástroje.
Pro vysoce přesné výsledky si vyžádejte bezplatnou cenovou nabídku a získejte ceny do 24 hodin od Microns Hub.
Orientace souběžného frézování se stává povinnou pro aplikace hliníkového HSM kvůli jeho vynikajícím charakteristikám povrchové úpravy ve srovnání s konvenčním frézováním. Řezný pohyb při souběžném frézování začíná maximální tloušťkou třísky a snižuje se na nulu, čímž vytváří smykový pohyb, který produkuje čistou generaci povrchu. Opačný průběh tloušťky třísky u konvenčního frézování vytváří třecí pohyb, který zpevňuje hliníkový povrch a zhoršuje kvalitu povrchové úpravy.
Výběr hloubky řezu vyžaduje rovnováhu mezi produktivitou a cíli kvality povrchu. U hliníkových forem vyžadujících hodnoty Ra pod 0,2 μm by axiální hloubka řezu neměla překročit 0,5–1,0 mm, aby se zabránilo nadměrným řezným silám, které způsobují deformaci nástroje. Konečné dokončovací průchody využívají hloubku řezu 0,1–0,2 mm se zvýšenými posuvy pro udržení optimálních řezných podmínek při dosažení vynikající kvality povrchu.
Aspekty specifické pro materiál pro aplikace hliníkových forem
Výběr hliníkové slitiny významně ovlivňuje výsledky povrchové úpravy HSM kvůli inherentním rozdílům ve vlastnostech materiálu, které ovlivňují charakteristiky obrobitelnosti. Obsah křemíku zvláště ovlivňuje chování při řezání, přičemž slitiny obsahující 0,4–1,2 % křemíku vykazují optimální odezvu HSM prostřednictvím zlepšeného lámání třísek a snížených tendencí k adhezi nástroje.
Al 6061-T6 představuje referenční hliníkovou slitinu pro aplikace forem díky svému vyváženému složení, které podporuje vynikající schopnost povrchové úpravy. Systém vytvrzování srážením hořčíku a křemíku poskytuje adekvátní pevnost (mez kluzu 276 MPa) při zachování charakteristik obrobitelnosti, které dobře reagují na parametry HSM. Relativně nízký obsah mědi (0,15–0,4 %) minimalizuje tendence ke zpevňování za studena, které komplikují dosažení povrchové úpravy.
Výběr stavu popouštění kriticky ovlivňuje výsledky kvality povrchu HSM. Stav popouštění T6 poskytuje optimální rozměrovou stabilitu během vysokorychlostních operací prostřednictvím své plně zestárlé mikrostruktury, která odolává účinkům napětí vyvolaného řezáním. Hliník ve stavu popouštění T4 vykazuje větší tendenci ke zpevňování za studena během řezných operací, což vyžaduje upravené parametry HSM k dosažení ekvivalentních výsledků kvality povrchu.
| Vlastnost | Al 6061-T6 | Al 7075-T6 | Al 2024-T4 | Vliv na povrchovou úpravu HSM |
|---|---|---|---|---|
| Mez kluzu (MPa) | 276 | 503 | 324 | Vyšší pevnost vyžaduje nižší rychlost posuvu |
| Pevnost v tahu (MPa) | 310 | 572 | 469 | Ovlivňuje řeznou sílu a průhyb nástroje |
| Tvrdost (HB) | 95 | 150 | 120 | Tvrdší materiály vyžadují ostřejší nástroje |
| Obsah křemíku (%) | 0.4-0.8 | 0.4 max | 0.5 max | Vyšší Si zlepšuje lámání třísek |
| Drsnost povrchu Ra (μm) | 0.1-0.2 | 0.15-0.25 | 0.2-0.35 | Přímá korelace se složením slitiny |
Historie tepelného zpracování ovlivňuje odezvu hliníku na operace HSM prostřednictvím svého vlivu na strukturu zrn a rozložení vnitřního pnutí. Materiály tepelně zpracované v roztoku a uměle zestárlé (stav T6) vykazují vynikající rozměrovou stabilitu během HSM ve srovnání s přirozeně zestárlými stavy (T4), které mohou během řezných operací zaznamenat uvolnění pnutí.
Strategie chlazení a mazání pro optimální kvalitu povrchu
Výběr chladicí kapaliny a metody dodávání kriticky ovlivňují dosažení kvality hliníkového povrchu v aplikacích HSM prostřednictvím jejich účinků na hospodaření s teplem a účinnost odvodu třísek. Tradiční zaplavovací chlazení se často ukazuje jako nedostatečné pro operace HSM kvůli nedostatečné kapacitě odvodu tepla při zvýšených řezných rychlostech a tendenci vytvářet opětovné řezání třísek, které zhoršuje kvalitu povrchu.
Systémy minimálního množství maziva (MQL) poskytují vynikající výsledky pro hliníkové HSM tím, že poskytují přesné umístění maziva při zachování výhod suchého řezání, které zabraňují adhezi třísek. Průtoky MQL 50–100 ml/hod pomocí syntetických esterů nebo řezných kapalin na rostlinné bázi vytvářejí optimální rovnováhu mezi mazáním a hospodařením s teplem bez ohrožení odvodu třísek.
Vysokotlaké chladicí systémy pracující při tlaku 70–150 barů poskytují výjimečnou schopnost odvodu třísek, která je nezbytná pro udržení kvality povrchu v hlubokých dutinách forem. Rychlost paprsku chladicí kapaliny musí překročit rychlost třísky, aby bylo zajištěno účinné odstranění a zároveň se zabránilo poškození opětovným řezáním. Správné umístění trysky se stává kritickým, přičemž chladicí kapalina je směrována jak na zónu řezání, tak na cestu odvodu třísek.
Systémy vzduchového ofuku doplňují strategie kapalného chlazení tím, že zajišťují úplné odstranění třísek z obráběných povrchů před následnými průchody nástroje. Stlačený vzduch o tlaku 6–8 barů účinně odstraňuje hliníkové třísky, které by jinak mohly vytvářet povrchové škrábance nebo tvorbu nárůstků na řezných nástrojích.
Techniky kontroly kvality a měření povrchu
Ověření kvality povrchu v aplikacích hliníkových forem vyžaduje sofistikované techniky měření, které přesně charakterizují mikrostruktury povrchu kritické pro výkon při lisování. Kontaktní profilometrie pomocí stylusových přístrojů poskytuje nejspolehlivější schopnost měření Ra, s omezením poloměru stylusu 2 μm, což zajišťuje přesnou reprodukci charakteristik textury povrchu.
Bezkontaktní optické měřicí systémy nabízejí výhody pro hodnocení složité geometrie formy, kde se přístup stylusu stává problematickým. Bílé světlo interferometrie dosahuje rozlišení měření pod 0,1 nm, což umožňuje podrobnou analýzu povrchových prvků, které ovlivňují charakteristiky uvolňování formy a kvalitu dílů. Tyto systémy zvláště vynikají v měření povrchových prvků v oblastech s těsným poloměrem a hlubokých dutinách, kde se kontaktní metody ukazují jako nepraktické.
Při objednávání od Microns Hub těžíte z přímých vztahů s výrobci, které zajišťují vynikající kontrolu kvality a konkurenceschopné ceny ve srovnání s platformami tržiště. Naše technická odbornost a personalizovaný přístup ke službám znamenají, že každý projekt obdrží pozornost věnovanou detailům, kterou si zaslouží, s komplexní dokumentací kvality povrchu poskytovanou pro každou součást hliníkové formy.
Implementace statistické kontroly procesu pro operace hliníkového HSM vyžaduje nepřetržité monitorování parametrů kvality povrchu, aby se identifikoval posun procesu dříve, než ovlivní kvalitu dílu. Kontrolní grafy sledující hodnoty Ra napříč více měřicími místy umožňují včasnou detekci opotřebení nástroje nebo odchylky parametru procesu, která ohrožuje kvalitu povrchu. Naše přesné CNC obráběcí služby zahrnují pokročilé protokoly kontroly kvality speciálně navržené pro aplikace hliníkových forem.
Pokročilé techniky HSM pro složité geometrie forem
Složité geometrie hliníkových forem představují jedinečné výzvy pro dosažení kvality povrchu HSM kvůli různým podmínkám řezání napříč různými typy prvků. Hluboké kapsové obrábění vyžaduje specializované strategie, které udržují kvalitu povrchu a zároveň zajišťují adekvátní tuhost nástroje a schopnost odvodu třísek během celého procesu řezání.
Víceosé programování HSM se stává nezbytným pro složité povrchy forem, kde udržování optimální orientace nástroje vzhledem k povrchu obrobku zajišťuje konzistentní podmínky řezání. Pětiosé simultánní obrábění umožňuje nepřetržitý záběr nástroje bez vydírání a špatné kvality povrchu spojené s tříosou aproximací zakřivených povrchů. Řízení vektoru osy nástroje udržuje konstantní úhly předstihu a sklonu, které optimalizují generování povrchu napříč složitými geometriemi.
Adaptivní strategie čištění automaticky upravují parametry řezání na základě místních podmínek záběru materiálu, čímž zajišťují konzistentní kvalitu povrchu napříč různými tloušťkami stěn a hloubkami kapes. Tyto inteligentní algoritmy dráhy nástroje zabraňují deformaci nástroje a chvění, které běžně zhoršují kvalitu povrchu v tenkostěnných částech formy.
Přesné obrábění prvků v hliníkových formách často vyžaduje specializované techniky mikro-HSM, které rozšiřují tradiční principy HSM na extrémně malé řezné nástroje a prvky. Otáčky vřetena mohou překročit 40 000 ot./min pro koncové frézy menší než 1 mm v průměru, což vyžaduje specializované zvážení dynamiky nástroje a řízení vibrací.
Analýza nákladů a přínosů HSM pro výrobu hliníkových forem
Ekonomické odůvodnění implementace HSM ve výrobě hliníkových forem vyžaduje komplexní analýzu jak přímých nákladů na obrábění, tak následných přínosů kvality. Počáteční investice do vybavení se typicky pohybuje od 150 000 do 500 000 EUR pro obráběcí centra s podporou HSM s příslušnými specifikacemi vřetena a řídicími systémy. Zlepšení produktivity a kvality však často odůvodňují investici do 12–24 měsíců pro středně až velkoobjemovou výrobu forem.
Zkrácení doby cyklu představuje nejbezprostřednější ekonomický přínos, přičemž operace hrubování hliníkových forem dosahují 3–5násobného zlepšení produktivity ve srovnání s konvenčním obráběním. Přínosy dokončovacích operací se ukazují ještě dramatičtější, přičemž HSM často zcela eliminuje sekundární operace leštění prostřednictvím přímého dosažení požadovaných specifikací kvality povrchu.
Aspekty životnosti nástroje představují složité ekonomické vztahy v aplikacích hliníkového HSM. Zatímco se řezné rychlosti dramaticky zvyšují, vylepšená mechanika řezání a snížená tvorba nárůstků často prodlužují životnost nástroje ve srovnání s konvenčním obráběním. Náklady na karbidové koncové frézy se typicky pohybují od 50 do 200 EUR na nástroj, přičemž aplikace HSM dosahují o 50–150 % delší životnosti nástroje prostřednictvím snížených mechanismů adhezivního opotřebení.
Nákladové přínosy související s kvalitou zahrnují eliminaci sekundárních dokončovacích operací, snížené míry oprav a zlepšenou konzistenci kvality dílů. Hliníkové formy dosahující Ra 0,15 μm přímo z operací HSM eliminují náklady na leštění 200–800 EUR na metr čtvereční a zároveň zkracují dodací lhůty o 2–5 dní na formu.
| Nákladový faktor | Konvenční obrábění | Implementace HSM | Potenciál úspor | Doba návratnosti |
|---|---|---|---|---|
| Doba cyklu (hodin/forma) | 40-60 | 12-20 | 60-70% | 6-12 měsíců |
| Sekundární dokončování (€/m²) | 400-800 | 0-100 | €300-700/m² | 3-6 měsíců |
| Náklady na nástroje (€/díl) | 25-45 | 15-30 | €10-15/díl | 12-18 měsíců |
| Kontrola kvality (€/forma) | 200-350 | 100-200 | €100-150/forma | 8-15 měsíců |
| Celkové výrobní náklady | 100% základ | 60-75% | Snížení o 25-40 % | 12-24 měsíců |
Prostřednictvím našich výrobních služeb klienti pravidelně dosahují 30–50% snížení nákladů na výrobu hliníkových forem prostřednictvím optimalizované implementace HSM. Kombinace zkrácených dob cyklu, eliminovaných sekundárních operací a zlepšené konzistence kvality vytváří přesvědčivé ekonomické výhody, které přesahují rámec počátečních aspektů nákladů na obrábění.
Pokyny pro implementaci a osvědčené postupy
Úspěšná implementace HSM pro aplikace hliníkových forem vyžaduje systematický přístup k výběru vybavení, vývoji procesu a školení operátorů. Specifikace obráběcího stroje musí zahrnovat adekvátní výkon vřetena (typicky 15–40 kW), vysokorychlostní schopnost (15 000–40 000 ot./min) a přesné systémy pohonu posuvu schopné dosáhnout rychlosti zrychlení přesahující 1 G pro optimální dosažení kvality povrchu.
Vývoj procesu by měl začít testováním charakterizace materiálu, aby se stanovily optimální parametry řezání pro specifické hliníkové slitiny a stavy popouštění. Zkušební řezy pomocí různých kombinací otáček vřetena a posuvu umožňují identifikaci optimálního parametrického okna pro každou aplikaci. Měření kvality povrchu během celého tohoto procesu vývoje zajišťuje výběr parametrů na základě skutečných požadavků na povrchovou úpravu spíše než teoretických výpočtů.
Požadavky na školení operátorů se pro operace HSM významně zvyšují kvůli kritické povaze výběru parametrů a snížené toleranci chyb při zvýšených řezných rychlostech. Školící programy by měly klást důraz na porozumění fyzice řezání, optimalizaci dráhy nástroje a postupy kontroly kvality specifické pro aplikace hliníkových forem.
Programy preventivní údržby se stávají kritickými pro vybavení HSM kvůli náročným provozním podmínkám a požadavkům na přesnost. Monitorování stavu vřetena, systémy měření nástrojů a ověřování geometrie stroje vyžadují častější pozornost ve srovnání s konvenčními operacemi obrábění. Intervaly údržby se typicky snižují o 30–50 %, aby se zajistil konzistentní výkon a schopnost kvality povrchu.
Budoucí vývoj v technologii hliníkového HSM
Nové technologie pokračují v rozšiřování schopností hliníkového HSM prostřednictvím vylepšení materiálů řezných nástrojů, konstrukce obráběcích strojů a systémů monitorování procesu. Ultrajemnozrnné karbidové substráty s pokročilými povlakovými systémy umožňují ještě vyšší řezné rychlosti při zachování životnosti nástroje a výhod kvality povrchu.
Integrace umělé inteligence do systémů HSM slibuje adaptivní optimalizaci parametrů, která reaguje na podmínky řezání v reálném čase. Tyto systémy monitorují vibrace, akustické emise a spotřebu energie, aby automaticky upravovaly parametry řezání pro optimální udržování kvality povrchu během celého procesu obrábění.
Integrace aditivní výroby s HSM vytváří hybridní výrobní strategie, kde složité geometrie forem obdrží tisk téměř do finálního tvaru, po kterém následují dokončovací operace HSM. Tento přístup optimalizuje produktivitu i kvalitu povrchu a zároveň umožňuje geometrickou složitost dříve nemožnou prostřednictvím konvenčních výrobních metod.
Pokročilé simulační schopnosti umožňují virtuální optimalizaci procesů HSM před fyzickou implementací, čímž se zkracuje doba vývoje a zajišťují se optimální výsledky z počátečních výrobních sérií. Tyto systémy přesně předpovídají výsledky kvality povrchu na základě vlastností materiálu, parametrů řezání a strategií dráhy nástroje.
Často kladené otázky
Jaké otáčky vřetena jsou vyžadovány pro optimální povrchovou úpravu hliníkové formy v HSM?
Optimální povrchová úprava hliníkové formy typicky vyžaduje otáčky vřetena přesahující 15 000 ot./min pro většinu aplikací, přičemž specifické požadavky se liší v závislosti na průměru nástroje a hliníkové slitině. Pro Al 6061-T6 s použitím koncových fréz 10–12 mm dosahují otáčky 15 000–20 000 ot./min trvale hodnot Ra pod 0,2 μm. Vyšší otáčky až 40 000 ot./min jsou výhodné pro nástroje s menším průměrem a náročnější požadavky na kvalitu povrchu.
Jak HSM eliminuje potřebu sekundárních dokončovacích operací na hliníkových formách?
HSM eliminuje sekundární dokončování dosažením požadované kvality povrchu přímo prostřednictvím optimalizované mechaniky řezání, která zabraňuje tvorbě nárůstků a minimalizuje účinky zpevňování za studena. Vysoké řezné rychlosti posouvají generování tepla do třísky spíše než do obrobku, což umožňuje přímé dosažení hodnot Ra v rozsahu 0,1–0,3 μm, které splňují požadavky vstřikování bez leštění nebo EDM dokončování.
Které hliníkové slitiny nejlépe reagují na HSM pro aplikace forem?
Al 6061-T6 poskytuje optimální kombinaci obrobitelnosti a schopnosti povrchové úpravy pro aplikace forem HSM, trvale dosahuje hodnot Ra 0,1–0,2 μm. Al 7075-T6 nabízí vyšší pevnost, ale vyžaduje pečlivější výběr parametrů k dosažení ekvivalentní kvality povrchu. Al 2024-T4 představuje výzvy kvůli tendencím ke zpevňování za studena, ale zůstává životaschopný pro méně náročné aplikace.
Jaké parametry řezání poskytují nejlepší rovnováhu mezi produktivitou a kvalitou povrchu?
Optimální parametry řezání typicky kombinují otáčky vřetena 15 000–20 000 ot./min s posuvy 4 000–6 000 mm/min pro hliníkové formy. Axiální hloubka řezu by měla zůstat pod 1,0 mm pro dokončovací operace, přičemž radiální záběr je omezen na 5–15 % průměru nástroje pomocí trochoidálních drah nástroje. Tyto parametry udržují optimální zatížení třísky a zároveň zabraňují deformaci nástroje, která ohrožuje kvalitu povrchu.
Jak strategie chlazení ovlivňuje kvalitu hliníkového povrchu HSM?
Strategie chlazení kriticky ovlivňuje kvalitu povrchu prostřednictvím hospodaření s teplem a řízení odvodu třísek. Minimální množství maziva (MQL) při 50–100 ml/hod poskytuje optimální mazání bez problémů s opětovným řezáním třísek, zatímco vysokotlaké chlazení při 70–150 barech zajišťuje úplný odvod třísek. Správné dodávání chladicí kapaliny zabraňuje tvorbě nárůstků a udržuje konzistentní podmínky řezání nezbytné pro vynikající povrchovou úpravu.
Jaké metody kontroly kvality nejlépe ověřují povrchovou úpravu hliníkové formy z HSM?
Kontaktní profilometrie pomocí stylusu o poloměru 2 μm poskytuje nejspolehlivější měření Ra pro povrchy hliníkových forem, přičemž více měřicích míst zajišťuje statistickou platnost. Bezkontaktní bílé světlo interferometrie nabízí výhody pro složité geometrie a dosahuje subnanometrového rozlišení pro podrobnou charakterizaci povrchu. Obě metody vyžadují kalibrované vybavení a vyškolené operátory pro přesné výsledky.
Jaké ekonomické přínosy odůvodňují investici do HSM pro výrobu hliníkových forem?
Investice do HSM typicky dosahuje návratnosti do 12–24 měsíců prostřednictvím zkrácení doby cyklu o 60–70 %, eliminace sekundárních dokončovacích operací s náklady 300–700 EUR/m² a celkového snížení výrobních nákladů o 25–40 %. Mezi další přínosy patří zlepšená konzistence kvality, snížené míry oprav a rychlejší dodací lhůty, které zvyšují konkurenční postavení na trhu výroby forem.
MICRONS HUB DV Ε.Ε. · VAT: EL803129638 · GEMI: 190254227000 · Industrial Area, Street B, Number 4, 71601 Heraklion, Crete, Greece