Dosažení ±0,005 mm: Průvodce pro konstruktéry k obrábění s úzkými tolerancemi
Dosažení tolerancí ±0,005 mm představuje průsečík inženýrské přesnosti a excelence ve výrobě – kde i mikroskopické odchylky mohou znamenat rozdíl mezi funkčním úspěchem a nákladným selháním. V Microns Hub jsme tyto procesy zdokonalili prostřednictvím tisíců vysoce přesných komponentů v leteckém, lékařském a automobilovém průmyslu.
Klíčové poznatky
- Regulace teploty v rozmezí ±1 °C je kritická pro udržení tolerancí ±0,005 mm během obráběcích operací
- Výběr materiálu přímo ovlivňuje dosažitelnost – Al 6061-T6 nabízí vynikající rozměrovou stabilitu ve srovnání s volně obrobitelnými alternativami
- Průhyb nástroje se stává primárním omezujícím faktorem při tolerancích užších než ±0,01 mm, což vyžaduje specializované strategie upínání
- Protokoly měření po procesu musí zohledňovat koeficienty tepelné roztažnosti a rozpočty nejistoty měření
Pochopení fyziky obrábění s úzkými tolerancemi
Dosažení tolerancí ±0,005 mm vyžaduje základní pochopení fyzikálních sil, které se uplatňují při odebírání materiálu. Koeficienty tepelné roztažnosti se stávají kritickými – hliník se roztahuje o 23,6 × 10⁻⁶ m/m°C, což znamená, že změna teploty o 10 °C u 100mm dílu vytvoří rozměrovou změnu 0,0236 mm, což je téměř pětkrát více než naše cílová tolerance.
Průhyb nástroje se řídí základní teorií nosníku, kde se průhyb rovná síle krát délka na třetí, děleno třemi krát modul pružnosti a moment setrvačnosti (δ = FL³/3EI). U 25mm karbidové frézy při řezné síle 200 N dosahuje průhyb přibližně 0,003 mm – což je již 60 % našeho rozpočtu tolerance před zvážením dalších zdrojů chyb.
Tepelný růst vřetena představuje další kritický faktor. Moderní vřetena mohou narůst o 0,01–0,02 mm během první hodiny provozu, jak se stabilizují teploty ložisek. Tato rychlost růstu vyžaduje protokoly tepelné předúpravy a teplotně kompenzované polohovací systémy pro konzistentní výsledky.
Výběr materiálu pro aplikace s úzkými tolerancemi
Vlastnosti materiálu přímo ovlivňují obrobitelnost a rozměrovou stabilitu při úzkých tolerancích. Mezi klíčové charakteristiky patří tepelná vodivost, koeficient tepelné roztažnosti, modul pružnosti a mikrostrukturní homogenita.
| Druh materiálu | Tepelná roztažnost (10⁻⁶/°C) | Tepelná vodivost (W/m·K) | Rozměrová stabilita | Cenový faktor |
|---|---|---|---|---|
| Al 6061-T6 | 23.6 | 167 | Výborná | 1.0x |
| Al 7075-T6 | 23.2 | 130 | Velmi dobrá | 1.8x |
| Ocel 4140 | 11.2 | 42.6 | Dobrá | 1.2x |
| Nerezová ocel 316L | 16.0 | 16.3 | Uspokojivá | 2.1x |
| Titan Ti-6Al-4V | 8.6 | 6.7 | Výborná | 8.5x |
Hliník 6061-T6 se ukazuje jako optimální volba pro většinu aplikací s úzkými tolerancemi, kombinuje vynikající tepelnou vodivost pro odvod tepla s konzistentní mikrostrukturou pro rozměrovou stabilitu. Stav T6 poskytuje rovnoměrné rozložení tvrdosti, čímž eliminuje vnitřní napětí, které může způsobit deformaci po obrábění.
Pro ocelové aplikace nabízí 4140 vynikající rozměrovou stabilitu díky svému nižšímu koeficientu tepelné roztažnosti. Nicméně, vlastnosti zpevňování za studena vyžadují pečlivou pozornost řezným parametrům, aby se zabránilo modifikacím povrchové vrstvy, které ovlivňují konečné rozměry.
Požadavky a schopnosti obráběcích strojů
Dosažení tolerancí ±0,005 mm vyžaduje obráběcí stroje se specifickými výkonnostními charakteristikami. Přesnost polohování, opakovatelnost, tepelná stabilita a dynamická tuhost, to vše přispívá ke konečné schopnosti dosáhnout požadované tolerance.
Moderní CNC obráběcí centra musí vykazovat přesnost polohování lepší než ±0,0025 mm a opakovatelnost v rozmezí ±0,001 mm, aby trvale dosahovala tolerancí dílů ±0,005 mm. Tím se ponechává dostatečná rezerva pro opotřebení nástroje, tepelné vlivy a kolísání procesu.
Dynamická tuhost se stává kritickou během odebírání materiálu. Struktura stroje musí odolávat průhybu pod řeznými silami a zároveň udržovat přesné sledování dráhy nástroje. Tuhost smyčky – kombinovaná tuhost vřetena, držáku nástroje, řezného nástroje a upnutí obrobku – obvykle musí překročit 200 N/μm pro práci s úzkými tolerancemi.
Systémy tepelné kompenzace aktivně monitorují a korigují tepelný růst ve strukturách stroje. Lineární snímače poskytují zpětnou vazbu o poloze v reálném čase, zatímco teplotní senzory v celém stroji umožňují prediktivní tepelné modelování pro rozměrovou kompenzaci.
Výběr a geometrie řezných nástrojů
Výběr nástroje pro obrábění s úzkými tolerancemi upřednostňuje tuhost, odolnost proti opotřebení a tepelnou stabilitu před maximální rychlostí odebírání materiálu. Karbidové nástroje s optimalizovanou geometrií minimalizují řezné síly a zároveň poskytují prodlouženou životnost nástroje.
Průměr frézy přímo ovlivňuje průhyb – zdvojnásobení průměru zvyšuje tuhost 16krát (vztah čtvrté mocniny). Nicméně, větší nástroje vyžadují vyšší výkon vřetena a nemusí se vejít do geometrických omezení prvků dílu.
| Průměr nástroje (mm) | Poměr délky k průměru | Maximální DOC (mm) | Typická deformace (μm) |
|---|---|---|---|
| 6.0 | 3:1 | 0.5 | 2.1 |
| 10.0 | 3:1 | 1.0 | 0.8 |
| 16.0 | 3:1 | 2.0 | 0.2 |
| 20.0 | 3:1 | 3.0 | 0.1 |
Povlaky řezných nástrojů hrají klíčovou roli v rozměrové stálosti. Povlaky TiAlN poskytují vynikající odolnost proti opotřebení a tepelnou stabilitu až do 800 °C, udržují ostré řezné hrany déle pro konzistentní povrchovou úpravu a rozměrovou přesnost.
Strategie upínání a uchycení obrobku
Upínací systémy pro obrábění s úzkými tolerancemi musí poskytovat pevnou podporu a zároveň minimalizovat indukované napětí, které by mohlo způsobit deformaci dílu. Filozofie návrhu upínacích přípravků se posouvá od maximální upínací síly k optimalizovanému rozložení napětí.
Hydraulické upínací systémy nabízejí přesné, opakovatelné upínací síly s vynikající tuhostí. Typické upínací tlaky 50–70 barů poskytují dostatečnou upínací sílu bez nadměrného omezení tenkostěnných profilů, které by se mohly prohnout pod nadměrnou silou.
Šestibodové umístění podle principu 3-2-1 zajišťuje kinematické omezení bez nadměrného definování polohy obrobku. Primární referenční plochy vyžadují minimální kontaktní plochu 20 mm² pro stabilitu, zatímco sekundární a terciární referenční plochy potřebují postupné snižování kontaktních bodů, aby se zabránilo nadměrnému omezení.
Pro vysoce přesné výsledky, získejte svou vlastní cenovou nabídku do 24 hodin od Microns Hub.
Zákaznické měkké čelisti obrobené in-situ poskytují optimální podporu dílu a zároveň se přizpůsobují složitým geometriím. Čelisti jsou nahrubo obrobeny, namontovány na upínací přípravek a poté dokončeny na konečné rozměry pomocí stejného nastavení, které bude obrábět výrobní díly.
Řízení prostředí a tepelný management
Regulace teploty představuje nejdůležitější environmentální faktor pro obrábění s úzkými tolerancemi. Kontrolované prostředí udržuje konzistentní rozměry během celého procesu obrábění a následných měřicích operací.
Regulace teploty v dílně v rozmezí ±1 °C umožňuje předvídatelné chování tepelné roztažnosti. Pro kritické aplikace poskytuje regulace teploty v rozmezí ±0,5 °C dodatečnou rezervu pro rozměrovou stabilitu. To vyžaduje průmyslové systémy HVAC s teplotní regulací specifickou pro danou zónu a kontinuálním monitorováním.
Řízení teploty řezné kapaliny zabraňuje tepelným šokům a udržuje konzistentní výkon nástroje. Teploty kapaliny udržované v rozmezí ±2 °C okolní teploty zabraňují teplotním gradientům, které by mohly způsobit deformaci dílu. Vysoký objem, nízkotlaké dodávání chladicí kapaliny (200–400 l/min) zajišťuje účinný odvod tepla bez nadměrných řezných sil.
Předběžná úprava stroje zahrnuje provoz vřeten a posuvů prostřednictvím reprezentativních pohybových cyklů před zahájením výrobního obrábění. Tím se stabilizují teploty ložisek a vzorce tepelného růstu, čímž se eliminuje rozměrový posun běžný v podmínkách studeného startu.
Optimalizace parametrů procesu
Řezné parametry pro obrábění s úzkými tolerancemi upřednostňují rozměrovou přesnost a integritu povrchu před maximální produktivitou. Konzervativní parametry zajišťují konzistentní výkon nástroje po celou dobu prodloužené životnosti nástroje.
Povrchové rychlosti obvykle běží o 20–30 % pod maximálními doporučeními pro kombinaci materiál/nástroj. Pro Al 6061-T6 s nepovlakovanými karbidovými nástroji se optimální povrchové rychlosti pohybují v rozmezí 150–200 m/min ve srovnání s maximálními schopnostmi blížícími se 300 m/min.
Rychlosti posuvu vyvažují požadavky na povrchovou úpravu s generováním řezné síly. Optimální posuvy udržují kontinuální tvorbu třísek a zároveň minimalizují průhyb nástroje. Pro tolerance ±0,005 mm se posuvy obvykle pohybují v rozmezí 0,05–0,15 mm/zub v závislosti na průměru nástroje a geometrii dílu.
| Materiál | Řezná rychlost (m/min) | Rychlost posuvu (mm/zub) | Axiální DOC (mm) | Radiální DOC (mm) |
|---|---|---|---|---|
| Al 6061-T6 | 150-200 | 0.08-0.12 | 3-5 | 0.2-0.5 |
| Ocel 4140 | 80-120 | 0.05-0.10 | 2-4 | 0.1-0.3 |
| Nerezová ocel 316L | 60-100 | 0.05-0.08 | 1-3 | 0.1-0.2 |
| Titan Ti-6Al-4V | 40-80 | 0.03-0.06 | 1-2 | 0.05-0.15 |
Frézování souběžně s posuvem poskytuje vynikající povrchovou úpravu a rozměrovou přesnost pro práci s úzkými tolerancemi. Řezná akce vtahuje obrobek do upínacího přípravku spíše než aby jej zvedala, čímž se udržuje konzistentní polohování během celého cyklu obrábění.
Řízení kvality a protokoly měření
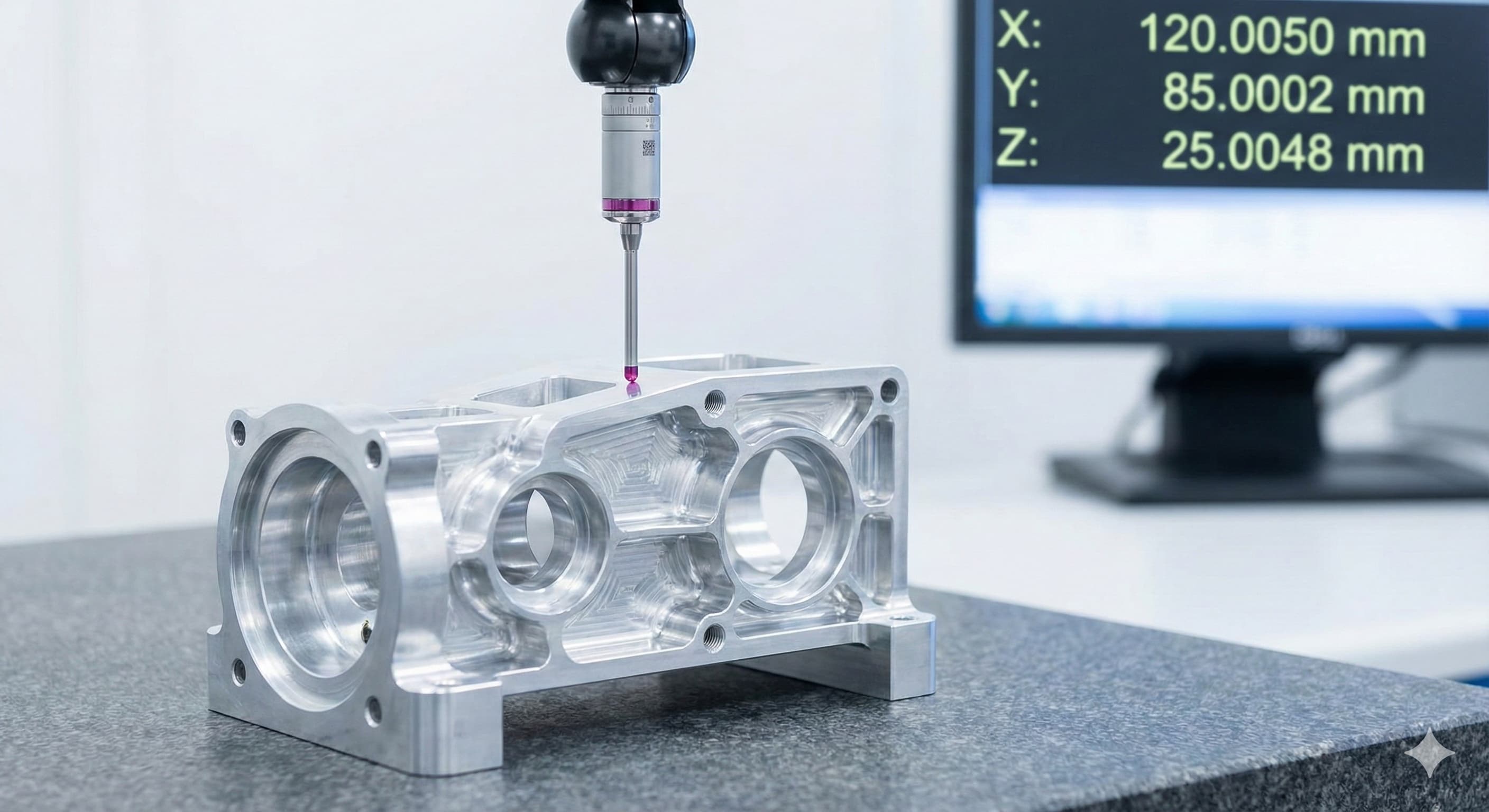
Měřicí strategie pro tolerance ±0,005 mm vyžadují přístroje s přesností alespoň 10krát lepší, než je ověřovaná tolerance. To vyžaduje souřadnicové měřicí stroje (CMM) s objemovou přesností lepší než ±0,0005 mm v celém měřicím rozsahu.
Tepelné ustálení zajišťuje přesnost měření tím, že umožňuje dílům stabilizovat se na teplotě měřicí místnosti. Standardní postup vyžaduje minimální dobu ustálení 4 hodiny pro hliníkové díly a 8 hodin pro ocelové komponenty kvůli nižší tepelné vodivosti.
Rozpočty nejistoty měření zohledňují všechny zdroje chyb, včetně kalibrace přístroje, vlivů prostředí, nastavení dílu a techniky obsluhy. Kombinovaná nejistota měření by neměla překročit 20 % ověřované tolerance – maximální nejistota ±0,001 mm pro tolerance ±0,005 mm.
Při objednávání od Microns Hub, těžíte z přímých vztahů s výrobci, které zajišťují vynikající kontrolu kvality a konkurenceschopné ceny ve srovnání s platformami tržiště. Naše technická odbornost a personalizovaný přístup k službám znamená, že každý projekt obdrží pozornost k detailu, kterou si zaslouží, s komplexní dokumentací podporující každé rozměrové ověření.
Pokročilé techniky pro extrémní přesnost
Drátové EDM (Electrical Discharge Machining) poskytuje rozměrové schopnosti nad rámec konvenčního obrábění pro specifické geometrie. Drátové EDM běžně dosahuje tolerancí ±0,002 mm na složitých obrysech a zároveň si zachovává vynikající charakteristiky povrchové úpravy.
Víceosé obrábění umožňuje kompletní výrobu dílů v jediném nastavení, čímž se eliminují kumulované tolerance z více operací. Pětiosá obráběcí centra s přesností rotační osy lepší než ±2 obloukové vteřiny umožňují složité geometrie a zároveň udržují úzké tolerance v celém rozsahu.
Systémy měření v procesu monitorují rozměry během obráběcích operací, což umožňuje kompenzaci opotřebení nástroje a tepelných vlivů v reálném čase. Laserové měřicí systémy a dotykové sondy poskytují zpětnou vazbu pro adaptivní řídicí algoritmy, které udržují rozměry ve specifikaci.
Pro aplikace vyžadující jak přesné obrábění, tak objemovou výrobu, naše komplexní výrobní služby zahrnují specializované schopnosti pro práci s úzkými tolerancemi vedle velkoobjemových výrobních metod.
Nákladové aspekty a ekonomická optimalizace
Obrábění s úzkými tolerancemi zahrnuje významné nákladové prémie ve srovnání se standardní toleranční prací. Pochopení těchto faktorů ovlivňujících náklady umožňuje informovaná konstrukční rozhodnutí, která vyvažují požadavky na výkon s ekonomickými omezeními.
Náklady na nastavení se dramaticky zvyšují pro práci s úzkými tolerancemi kvůli specializovanému upínání, delším dobám nastavení a rozsáhlým požadavkům na kontrolu prvního kusu. Náklady na nastavení obvykle představují 40–60 % celkových nákladů na zakázku pro malá množství ve srovnání s 15–25 % pro standardní toleranční práci.
Časy obráběcího cyklu se zvyšují kvůli konzervativním řezným parametrům, dalším dokončovacím průchodům a potenciálním kontrolám v průběhu cyklu. Očekávejte 2–3krát delší časy cyklu ve srovnání se standardním tolerančním obráběním pro podobné geometrie.
| Rozsah tolerance | Násobitel doby nastavení | Násobitel doby cyklu | Celkový dopad na náklady |
|---|---|---|---|
| ±0.1mm (Standardní) | 1.0x | 1.0x | Základní |
| ±0.02mm | 1.5x | 1.8x | 2.2x |
| ±0.01mm | 2.2x | 2.8x | 3.8x |
| ±0.005mm | 3.5x | 4.2x | 6.5x |
Náklady na kontrolu kvality se výrazně zvyšují kvůli specializovanému měřicímu zařízení, prodlouženým dobám kontroly a komplexním požadavkům na dokumentaci. Samotné náklady na kontrolu CMM mohou představovat 15–25 % celkových výrobních nákladů pro díly s úzkými tolerancemi.
Pokyny pro návrh pro vyrobitelnost
Optimalizace návrhu pro vyrobitelnost s úzkými tolerancemi vyžaduje pochopení interakce mezi geometrickými požadavky a výrobními omezeními. Správná konstrukční rozhodnutí učiněná v rané fázi vývoje mohou dramaticky snížit výrobní náklady a zároveň zlepšit výsledky kvality.
Přístupnost prvků ovlivňuje jak dosažitelnost tolerance, tak náklady. Vnitřní prvky vyžadující dlouhé nástroje s malým průměrem čelí významným problémům s průhybem. Pokud je to možné, navrhujte prvky přístupné s krátkými, tuhými nástroji nebo zvažte víceosé obráběcí přístupy.
Specifikace poloměrů rohů by měly odrážet schopnosti nástroje spíše než čistě funkční požadavky. Vnitřní rohy menší než poloměr 0,5 mm vyžadují specializované mikro nástroje s omezenou tuhostí. Standardní poloměry rohů fréz 0,1–0,2 mm poskytují dobrý kompromis mezi funkčností a vyrobitelností.
Naše odbornost v ověřování CAD a analýze vyrobitelnosti pomáhá identifikovat potenciální problémy před zahájením výroby, což šetří čas a snižuje náklady a zároveň zajišťuje, že váš záměr návrhu bude správně realizován v konečných komponentech.
Integrace s dalšími výrobními procesy
Obrábění s úzkými tolerancemi často představuje jeden krok ve víceprocesní výrobní sekvenci. Pochopení toho, jak se obrábění integruje s dalšími procesy, zajišťuje optimální celkové výsledky a zabraňuje problémům v dalším zpracování.
Operace tepelného zpracování mohou zavést rozměrové změny, které musí být zohledněny v sekvenci obrábění. Deformace po tepelném zpracování se obvykle pohybují v rozmezí 0,01–0,05 mm v závislosti na geometrii dílu a materiálu, což vyžaduje dokončovací obráběcí operace po tepelném zpracování.
Povrchové úpravy, jako je eloxování, přidávají tloušťku 0,005–0,015 mm k hliníkovým dílům, což vyžaduje kompenzaci v rozměrech před úpravou. Tvrdé eloxování může přidat až 0,025 mm na povrch, což významně ovlivňuje prvky s úzkými tolerancemi.
Pro aplikace vyžadující plastové komponenty s kovovými vložkami, naše služby vstřikování plastů mohou pojmout přesně obrobené kovové vložky s udržovanými tolerancemi během procesu přelisování, čímž se vytvářejí hybridní komponenty, které využívají silné stránky obou materiálů.
Často kladené otázky
Jaká přesnost obráběcího stroje je vyžadována k trvalému dosažení tolerancí dílů ±0,005 mm?
Obráběcí stroje by měly vykazovat přesnost polohování lepší než ±0,0025 mm a opakovatelnost v rozmezí ±0,001 mm. To poskytuje dostatečnou rezervu pro kolísání procesu, opotřebení nástroje a tepelné vlivy při zachování cílové tolerance.
Jak ovlivňuje výběr materiálu schopnost dosáhnout úzkých tolerancí?
Koeficient tepelné roztažnosti materiálu a mikrostrukturní homogenita jsou kritické faktory. Al 6061-T6 nabízí vynikající rozměrovou stabilitu díky rovnoměrnému stavu a dobré tepelné vodivosti, zatímco volně obrobitelné třídy mohou mít méně konzistentní vlastnosti ovlivňující konečné rozměry.
Jaké environmentální kontroly jsou nezbytné pro obrábění s tolerancí ±0,005 mm?
Regulace teploty v rozmezí ±1 °C je nezbytná, přičemž pro kritické aplikace se dává přednost ±0,5 °C. Regulace vlhkosti mezi 45–55 % RH zabraňuje problémům s kondenzací a izolace vibrací může být vyžadována v zařízeních v blízkosti těžkých strojů nebo dopravy.
Jak ovlivňují chyby průhybu řezného nástroje schopnosti dosáhnout úzkých tolerancí?
Průhyb nástroje se řídí vztahem L³/D⁴, kde se průhyb zvyšuje s třetí mocninou délky a snižuje se se čtvrtou mocninou průměru. Karbidová fréza o délce 25 mm a průměru 6 mm se může prohnout o 0,003 mm při typických řezných silách, což spotřebuje 60 % rozpočtu tolerance ±0,005 mm.
Jaká nejistota měření je přijatelná pro ověřování tolerancí ±0,005 mm?
Nejistota měření by neměla překročit 20 % ověřované tolerance, což vyžaduje maximální nejistotu ±0,001 mm pro tolerance ±0,005 mm. To vyžaduje přesnost CMM lepší než ±0,0005 mm a správnou regulaci teploty během měření.
O kolik se zvyšují časy nastavení a cyklu pro práci s úzkými tolerancemi?
Časy nastavení se obvykle zvyšují 3,5krát kvůli specializovanému upínání a rozsáhlému ověřování nastavení. Časy cyklu se zvyšují 4,2krát kvůli konzervativním řezným parametrům a dalším dokončovacím průchodům, což má za následek celkový dopad na náklady přibližně 6,5krát vyšší než u standardní toleranční práce.
Může drátové EDM dosáhnout lepších tolerancí než konvenční obrábění pro složité geometrie?
Drátové EDM běžně dosahuje tolerancí ±0,002 mm na složitých obrysech s vynikající povrchovou úpravou. Je však omezeno na průchozí geometrie a má pomalejší rychlost odebírání materiálu, takže je vhodné pro specifické aplikace, kde konvenční obrábění čelí geometrickým omezením.
MICRONS HUB DV Ε.Ε. · VAT: EL803129638 · GEMI: 190254227000 · Industrial Area, Street B, Number 4, 71601 Heraklion, Crete, Greece