Usinagem de Alta Velocidade (HSM): Benefícios de Acabamento Superficial para Moldes de Alumínio
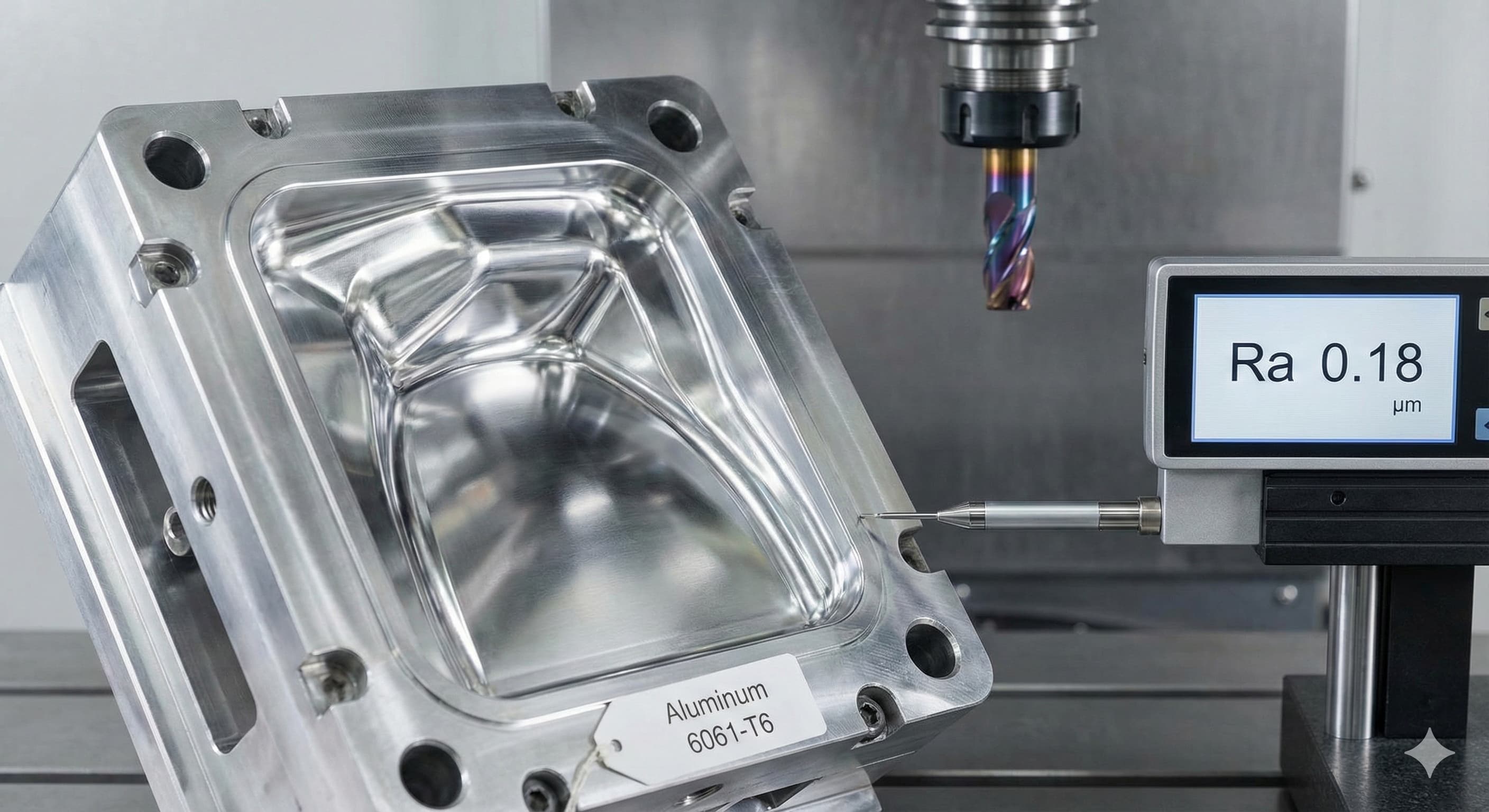
A qualidade da superfície do molde de alumínio determina diretamente o sucesso do produto em aplicações de moldagem por injeção. Os parâmetros de usinagem de alta velocidade (HSM) alteram fundamentalmente a topografia da superfície através de interações controladas ferramenta-peça em velocidades de corte elevadas, fornecendo valores de Ra abaixo de 0,2 μm sem operações de acabamento secundárias.
Principais Conclusões:
- O HSM reduz a rugosidade da superfície do molde de alumínio em 60-80% em comparação com a usinagem convencional através de mecanismos otimizados de formação de cavacos
- Velocidades do fuso superiores a 15.000 RPM com taxas de avanço acima de 5.000 mm/min eliminam a formação de aresta postiça em ligas de alumínio
- Existe uma correlação direta entre a velocidade de corte e a qualidade do acabamento superficial para aplicações de moldes de Al 6061-T6 e Al 7075-T6
- As estratégias de trajetória da ferramenta em HSM minimizam os efeitos de ciclos térmicos que degradam a integridade da superfície do alumínio
Compreendendo a Física da Usinagem de Alta Velocidade para Qualidade da Superfície de Alumínio
A usinagem de alta velocidade altera fundamentalmente o mecanismo de remoção de material no alumínio através de velocidades de corte aumentadas que excedem as limitações de condutividade térmica do material da peça. Ao usinar ligas de alumínio em velocidades convencionais abaixo de 300 m/min, a geração de calor cria zonas térmicas localizadas que promovem a formação de aresta postiça e efeitos de endurecimento por trabalho. Esses fenômenos comprometem diretamente a qualidade do acabamento superficial, criando microsoldagem entre os materiais da ferramenta e da peça.
A transição para parâmetros operacionais de HSM —tipicamente velocidades de corte de 800-2.000 m/min para alumínio— desloca a zona de geração de calor para o cavaco, em vez da superfície acabada. Essa redistribuição térmica ocorre porque o tempo de contato encurtado entre a ferramenta de corte e a peça impede a transferência de calor para o substrato de alumínio. O resultado se manifesta como características de acabamento superficial dramaticamente aprimoradas, com valores de Ra atingindo consistentemente a faixa de 0,1-0,3 μm sem operações secundárias.
As considerações sobre as propriedades do material tornam-se críticas ao implementar o HSM para aplicações de moldes de alumínio. O Al 6061-T6 exibe uma resposta HSM ideal devido ao seu teor equilibrado de silício (0,4-0,8%) que fornece dureza adequada sem abrasividade excessiva. A condição de têmpera T6 garante estabilidade dimensional durante operações de alta velocidade, mantendo uma estrutura de grão consistente durante todo o processo de usinagem.
A otimização da geometria da ferramenta especificamente para HSM de alumínio requer consideração de ângulos de ataque entre 15-25° positivos para minimizar as forças de corte, mantendo a resistência da aresta. Ângulos de alívio de 8-12° evitam o contato de atrito que gera defeitos na superfície. A seleção do revestimento se concentra em formulações de nitreto de alumínio de titânio (TiAlN) ou carbono tipo diamante (DLC) que resistem à adesão do alumínio em temperaturas elevadas.
Otimização da Velocidade do Fuso e da Taxa de Avanço para Qualidade da Superfície
A seleção da velocidade do fuso influencia diretamente a qualidade do acabamento superficial através de seu efeito na consistência da formação de cavacos e no gerenciamento térmico. Os dados de pesquisa de operações de usinagem de moldes de alumínio demonstram que o acabamento superficial ideal ocorre quando as velocidades do fuso excedem o limite de velocidade crítica onde a formação de aresta postiça faz a transição para o corte de zona de cisalhamento estável.
Para aplicações de moldes de Al 6061-T6, esse limite crítico normalmente ocorre em velocidades do fuso acima de 12.000 RPM ao usar fresas de topo de 10-12 mm de diâmetro. Nessas velocidades, a velocidade de corte se aproxima de 400-500 m/min, eliminando efetivamente a ação de corte stick-slip que cria irregularidades na superfície. A coordenação da taxa de avanço torna-se essencial para manter a carga de cavacos ideal por dente, alcançando ao mesmo tempo os benefícios máximos de qualidade da superfície.
| Liga de Alumínio | Velocidade Ideal do Eixo (RPM) | Taxa de Avanço (mm/min) | Ra Alcançável (μm) | Aplicações Típicas |
|---|---|---|---|---|
| Al 6061-T6 | 15.000-20.000 | 4.000-6.000 | 0,1-0,2 | Moldes de injeção, ferramentas |
| Al 7075-T6 | 12.000-18.000 | 3.000-5.000 | 0,15-0,25 | Moldes aeroespaciais, acessórios |
| Al 2024-T4 | 10.000-15.000 | 2.500-4.000 | 0,2-0,35 | Moldes protótipos, ferramentas macias |
| Al 5083-H111 | 8.000-12.000 | 2.000-3.500 | 0,25-0,4 | Aplicações marítimas, matrizes de conformação |
A relação entre a taxa de avanço e a qualidade da superfície no HSM de alumínio segue padrões previsíveis com base nos efeitos da espessura do cavaco. A espessura ideal do cavaco para alumínio normalmente varia de 0,05-0,15 mm por dente, calculada dividindo a taxa de avanço pelo produto da velocidade do fuso e do número de arestas de corte. Exceder essa faixa cria forças de corte excessivas que desviam a peça e comprometem a qualidade da superfície, particularmente em seções de molde de paredes finas.
As estratégias avançadas de HSM empregam programação de taxa de avanço variável que ajusta os parâmetros de corte com base na complexidade da geometria local. Em regiões de cavidades de moldes com raios apertados ou bolsas profundas, as taxas de avanço reduzem automaticamente em 20-30% para manter a qualidade da superfície, evitando ao mesmo tempo a quebra da ferramenta. Essa abordagem adaptativa garante um acabamento superficial consistente em geometrias de moldes complexas sem intervenção manual.
Impacto da Estratégia de Trajetória da Ferramenta nas Características da Superfície de Alumínio
A programação da trajetória da ferramenta influencia diretamente a qualidade da superfície de alumínio através de seu controle das condições de engate de corte e dos efeitos de ciclos térmicos. As trajetórias de ferramenta convencionais que empregam engate radial total criam acúmulo excessivo de calor e deflexão da ferramenta que se manifesta como marcas de usinagem visíveis na superfície acabada. As estratégias de trajetória da ferramenta HSM abordam especificamente essas limitações através de ângulos de engate otimizados e manutenção constante da carga de cavacos.
A fresagem trocoidal representa a abordagem de trajetória da ferramenta mais eficaz para cavidades de moldes de alumínio, mantendo o engate radial constante entre 5-15% do diâmetro da ferramenta, alcançando ao mesmo tempo altas taxas de remoção de material. Essa estratégia evita a ação de corte intermitente que cria irregularidades na superfície, garantindo ao mesmo tempo a evacuação adequada dos cavacos. O movimento de corte contínuo elimina as marcas de início-parada comuns em trajetórias de ferramenta retangulares convencionais.
Para resultados de alta precisão, Solicite um orçamento gratuito e obtenha preços em 24 horas da Microns Hub.
A orientação da fresagem concordante torna-se obrigatória para aplicações de HSM de alumínio devido às suas características superiores de acabamento superficial em comparação com a fresagem convencional. A ação de corte na fresagem concordante começa com a espessura máxima do cavaco e reduz a zero, criando uma ação de cisalhamento que produz uma geração de superfície limpa. A progressão oposta da espessura do cavaco da fresagem convencional cria uma ação de atrito que endurece a superfície do alumínio e degrada a qualidade do acabamento.
A seleção da profundidade de corte requer equilíbrio entre os objetivos de produtividade e qualidade da superfície. Para moldes de alumínio que exigem valores de Ra abaixo de 0,2 μm, a profundidade axial de corte não deve exceder 0,5-1,0 mm para evitar forças de corte excessivas que causam deflexão da ferramenta. As passagens de acabamento final utilizam profundidade de corte de 0,1-0,2 mm com taxas de avanço aumentadas para manter as condições de corte ideais, alcançando ao mesmo tempo qualidade de superfície superior.
Considerações Específicas do Material para Aplicações de Moldes de Alumínio
A seleção da liga de alumínio impacta significativamente os resultados do acabamento superficial do HSM devido às diferenças inerentes nas propriedades do material que afetam as características de usinabilidade. O teor de silício influencia particularmente o comportamento de corte, com ligas contendo 0,4-1,2% de silício exibindo resposta HSM ideal através de melhor quebra de cavacos e redução das tendências de adesão da ferramenta.
O Al 6061-T6 representa a liga de alumínio de referência para aplicações de moldes devido à sua composição equilibrada que promove excelente capacidade de acabamento superficial. O sistema de endurecimento por precipitação de magnésio-silício fornece resistência adequada (resistência ao escoamento de 276 MPa), mantendo ao mesmo tempo características de usinabilidade que respondem bem aos parâmetros de HSM. O teor relativamente baixo de cobre (0,15-0,4%) minimiza as tendências de endurecimento por trabalho que complicam a obtenção do acabamento superficial.
A seleção da condição de têmpera afeta criticamente os resultados da qualidade da superfície do HSM. A têmpera T6 fornece estabilidade dimensional ideal durante operações de alta velocidade através de sua microestrutura totalmente envelhecida que resiste aos efeitos de tensão induzidos pelo corte. O alumínio com têmpera T4 exibe maior tendência ao endurecimento por trabalho durante as operações de corte, exigindo parâmetros de HSM modificados para obter resultados de qualidade de superfície equivalentes.
| Propriedade | Al 6061-T6 | Al 7075-T6 | Al 2024-T4 | Impacto no Acabamento Superficial HSM |
|---|---|---|---|---|
| Resistência ao Escoamento (MPa) | 276 | 503 | 324 | Maior resistência requer taxas de avanço mais baixas |
| Resistência à Tração (MPa) | 310 | 572 | 469 | Afeta a força de corte e a deflexão da ferramenta |
| Dureza (HB) | 95 | 150 | 120 | Materiais mais duros requerem ferramentas mais afiadas |
| Conteúdo de Silício (%) | 0,4-0,8 | 0,4 máx. | 0,5 máx. | Maior Si melhora a quebra de cavacos |
| Acabamento Superficial Ra (μm) | 0,1-0,2 | 0,15-0,25 | 0,2-0,35 | Correlação direta com a composição da liga |
O histórico de tratamento térmico afeta a resposta do alumínio às operações de HSM através de sua influência na estrutura do grão e na distribuição de tensão interna. Os materiais tratados termicamente em solução e envelhecidos artificialmente (condição T6) exibem estabilidade dimensional superior durante o HSM em comparação com as condições envelhecidas naturalmente (T4) que podem experimentar alívio de tensão durante as operações de corte.
Estratégias de Refrigeração e Lubrificação para Qualidade de Superfície Ideal
A seleção do refrigerante e os métodos de entrega influenciam criticamente a obtenção da qualidade da superfície de alumínio em aplicações de HSM através de seus efeitos no gerenciamento de calor e na eficiência da evacuação de cavacos. O resfriamento por inundação tradicional geralmente se mostra inadequado para operações de HSM devido à capacidade insuficiente de remoção de calor em velocidades de corte elevadas e à tendência de criar recortes de cavacos que degradam a qualidade da superfície.
Os sistemas de lubrificação de quantidade mínima (MQL) fornecem resultados superiores para HSM de alumínio, fornecendo colocação precisa do lubrificante, mantendo ao mesmo tempo os benefícios do corte a seco que evitam a adesão de cavacos. As taxas de fluxo de MQL de 50-100 ml/hora usando ésteres sintéticos ou fluidos de corte à base de vegetais criam o equilíbrio ideal entre lubrificação e gerenciamento de calor sem comprometer a evacuação de cavacos.
Os sistemas de refrigeração de alta pressão operando a 70-150 bar de pressão fornecem capacidade excepcional de evacuação de cavacos, essencial para manter a qualidade da superfície em cavidades de moldes profundas. A velocidade do jato de refrigerante deve exceder a velocidade do cavaco para garantir a remoção eficaz, evitando ao mesmo tempo danos por recorte. O posicionamento adequado do bico torna-se crítico, com o refrigerante direcionado tanto para a zona de corte quanto para o caminho de evacuação de cavacos.
Os sistemas de jato de ar complementam as estratégias de refrigerante líquido, garantindo a remoção completa dos cavacos das superfícies usinadas antes das passagens subsequentes da ferramenta. O ar comprimido a 6-8 bar de pressão remove efetivamente os cavacos de alumínio que, de outra forma, poderiam criar arranhões na superfície ou formação de aresta postiça nas ferramentas de corte.
Técnicas de Controle de Qualidade e Medição de Superfície
A verificação da qualidade da superfície em aplicações de moldes de alumínio requer técnicas de medição sofisticadas que caracterizem com precisão as características da superfície em microescala, críticas para o desempenho da moldagem. A perfilometria de contato usando instrumentos de ponta fornece a capacidade de medição de Ra mais confiável, com limitações de raio de ponta de 2 μm garantindo a reprodução precisa das características de textura da superfície.
Os sistemas de medição óptica sem contato oferecem vantagens para a avaliação complexa da geometria do molde, onde o acesso da ponta se torna problemático. A interferometria de luz branca atinge resolução de medição abaixo de 0,1 nm, permitindo análise detalhada das características da superfície que influenciam as características de liberação do molde e a qualidade da peça. Esses sistemas se destacam particularmente na medição de características de superfície em áreas de raio apertado e cavidades profundas onde os métodos de contato se mostram impraticáveis.
Ao fazer o pedido da Microns Hub, você se beneficia de relacionamentos diretos com fabricantes que garantem controle de qualidade superior e preços competitivos em comparação com plataformas de mercado. Nossa experiência técnica e abordagem de serviço personalizado significam que cada projeto recebe a atenção aos detalhes que merece, com documentação abrangente da qualidade da superfície fornecida para cada componente do molde de alumínio.
A implementação do controle estatístico de processo para operações de HSM de alumínio requer monitoramento contínuo dos parâmetros de qualidade da superfície para identificar o desvio do processo antes que ele afete a qualidade da peça. Os gráficos de controle que rastreiam os valores de Ra em vários locais de medição permitem a detecção precoce do desgaste da ferramenta ou desvio do parâmetro do processo que compromete a qualidade da superfície. Nossos serviços de usinagem CNC de precisão incorporam protocolos avançados de controle de qualidade projetados especificamente para aplicações de moldes de alumínio.
Técnicas Avançadas de HSM para Geometrias de Moldes Complexas
Geometrias de moldes de alumínio complexas apresentam desafios únicos para a obtenção da qualidade da superfície do HSM devido às diferentes condições de corte em diferentes tipos de recursos. A usinagem de bolsas profundas requer estratégias especializadas que mantenham a qualidade da superfície, garantindo ao mesmo tempo rigidez adequada da ferramenta e capacidade de evacuação de cavacos durante todo o processo de corte.
A programação HSM multi-eixo torna-se essencial para superfícies de moldes complexas, onde a manutenção da orientação ideal da ferramenta em relação à superfície da peça garante condições de corte consistentes. A usinagem simultânea de cinco eixos permite o engate contínuo da ferramenta sem o gouging e a má qualidade da superfície associados à aproximação de três eixos de superfícies curvas. O controle do vetor do eixo da ferramenta mantém ângulos de inclinação e inclinação constantes que otimizam a geração de superfície em geometrias complexas.
As estratégias de desbaste adaptativo ajustam automaticamente os parâmetros de corte com base nas condições locais de engate do material, garantindo qualidade de superfície consistente em diferentes espessuras de parede e profundidades de bolsa. Esses algoritmos inteligentes de trajetória da ferramenta evitam a deflexão e a vibração da ferramenta que comumente degradam a qualidade da superfície em seções de molde de paredes finas.
Usinagem de recursos de precisão em moldes de alumínio geralmente requer técnicas especializadas de micro-HSM que estendem os princípios tradicionais de HSM para ferramentas e recursos de corte extremamente pequenos. As velocidades do fuso podem exceder 40.000 RPM para fresas de topo menores que 1 mm de diâmetro, exigindo consideração especializada da dinâmica da ferramenta e do controle de vibração.
Análise Custo-Benefício do HSM para Produção de Moldes de Alumínio
A justificativa econômica para a implementação do HSM na produção de moldes de alumínio requer análise abrangente dos custos diretos de usinagem e dos benefícios de qualidade downstream. O investimento inicial em equipamentos normalmente varia de € 150.000 a 500.000 para centros de usinagem com capacidade HSM com especificações de fuso e sistemas de controle apropriados. No entanto, as melhorias de produtividade e qualidade geralmente justificam o investimento em 12-24 meses para produção de moldes de volume moderado a alto.
A redução do tempo de ciclo representa o benefício econômico mais imediato, com as operações de desbaste de moldes de alumínio alcançando melhorias de produtividade de 3-5x em comparação com a usinagem convencional. Os benefícios da operação de acabamento provam ser ainda mais dramáticos, com o HSM frequentemente eliminando as operações de polimento secundárias inteiramente através da obtenção direta das especificações de qualidade de superfície necessárias.
As considerações sobre a vida útil da ferramenta apresentam relações econômicas complexas em aplicações de HSM de alumínio. Embora as velocidades de corte aumentem drasticamente, a mecânica de corte aprimorada e a formação reduzida de aresta postiça geralmente estendem a vida útil da ferramenta em comparação com a usinagem convencional. Os custos da fresa de topo de metal duro normalmente variam de € 50 a 200 por ferramenta, com aplicações de HSM alcançando vida útil da ferramenta 50-150% maior através de mecanismos de desgaste adesivo reduzidos.
Os benefícios de custo relacionados à qualidade incluem a eliminação de operações de acabamento secundárias, taxas de retrabalho reduzidas e consistência aprimorada da qualidade da peça. Os moldes de alumínio que atingem Ra 0,15 μm diretamente das operações de HSM eliminam os custos de polimento de € 200-800 por metro quadrado, reduzindo ao mesmo tempo os prazos de entrega em 2-5 dias por molde.
| Fator de Custo | Usinagem Convencional | Implementação HSM | Potencial de Economia | Período de Retorno |
|---|---|---|---|---|
| Tempo de Ciclo (horas/molde) | 40-60 | 12-20 | 60-70% | 6-12 meses |
| Acabamento Secundário (€/m²) | 400-800 | 0-100 | €300-700/m² | 3-6 meses |
| Custos de Ferramentas (€/peça) | 25-45 | 15-30 | €10-15/peça | 12-18 meses |
| Controle de Qualidade (€/molde) | 200-350 | 100-200 | €100-150/molde | 8-15 meses |
| Custo Geral de Produção | Linha de base de 100% | 60-75% | Redução de 25-40% | 12-24 meses |
Através de nossos serviços de fabricação, os clientes alcançam regularmente reduções de custo de 30-50% na produção de moldes de alumínio através da implementação otimizada de HSM. A combinação de tempos de ciclo reduzidos, operações secundárias eliminadas e consistência de qualidade aprimorada cria vantagens econômicas convincentes que se estendem muito além das considerações iniciais de custo de usinagem.
Diretrizes de Implementação e Melhores Práticas
A implementação bem-sucedida do HSM para aplicações de moldes de alumínio requer abordagem sistemática para seleção de equipamentos, desenvolvimento de processos e treinamento de operadores. As especificações da máquina-ferramenta devem incluir potência adequada do fuso (normalmente 15-40 kW), capacidade de alta velocidade (15.000-40.000 RPM) e sistemas de acionamento de avanço precisos capazes de taxas de aceleração superiores a 1G para obtenção ideal da qualidade da superfície.
O desenvolvimento do processo deve começar com testes de caracterização do material para estabelecer parâmetros de corte ideais para ligas de alumínio específicas e condições de têmpera. Cortes de teste usando várias combinações de velocidade do fuso e taxa de avanço permitem a identificação da janela de parâmetro ideal para cada aplicação. A medição da qualidade da superfície durante todo este processo de desenvolvimento garante a seleção de parâmetros com base nos requisitos reais de acabamento, em vez de cálculos teóricos.
Os requisitos de treinamento do operador aumentam significativamente para operações de HSM devido à natureza crítica da seleção de parâmetros e à margem de erro reduzida em velocidades de corte elevadas. Os programas de treinamento devem enfatizar a compreensão da física do corte, otimização da trajetória da ferramenta e procedimentos de controle de qualidade específicos para aplicações de moldes de alumínio.
Os programas de manutenção preventiva tornam-se críticos para equipamentos HSM devido às condições operacionais exigentes e aos requisitos de precisão. O monitoramento da condição do fuso, os sistemas de medição da ferramenta e a verificação da geometria da máquina exigem atenção mais frequente em comparação com as operações de usinagem convencionais. Os intervalos de manutenção normalmente diminuem em 30-50% para garantir desempenho consistente e capacidade de qualidade da superfície.
Desenvolvimentos Futuros na Tecnologia HSM de Alumínio
As tecnologias emergentes continuam a avançar as capacidades de HSM de alumínio através de melhorias em materiais de ferramentas de corte, design de máquinas-ferramentas e sistemas de monitoramento de processos. Os substratos de metal duro de grão ultrafino com sistemas de revestimento avançados permitem velocidades de corte ainda maiores, mantendo ao mesmo tempo os benefícios de vida útil da ferramenta e qualidade da superfície.
A integração da inteligência artificial em sistemas HSM promete otimização adaptativa de parâmetros que responde às condições de corte em tempo real. Esses sistemas monitoram vibração, emissões acústicas e consumo de energia para ajustar automaticamente os parâmetros de corte para manutenção ideal da qualidade da superfície durante todo o processo de usinagem.
A integração da fabricação aditiva com o HSM cria estratégias de produção híbridas onde geometrias de moldes complexas recebem impressão quase na forma final seguida por operações de acabamento HSM. Essa abordagem otimiza tanto a produtividade quanto a qualidade da superfície, permitindo ao mesmo tempo a complexidade geométrica anteriormente impossível através de métodos de fabricação convencionais.
As capacidades de simulação avançadas permitem a otimização virtual de processos HSM antes da implementação física, reduzindo o tempo de desenvolvimento e garantindo resultados ideais desde as execuções de produção iniciais. Esses sistemas preveem com precisão os resultados da qualidade da superfície com base nas propriedades do material, parâmetros de corte e estratégias de trajetória da ferramenta.
Perguntas Frequentes
Quais velocidades do fuso são necessárias para o acabamento superficial ideal do molde de alumínio em HSM?
O acabamento superficial ideal do molde de alumínio normalmente requer velocidades do fuso superiores a 15.000 RPM para a maioria das aplicações, com requisitos específicos variando com base no diâmetro da ferramenta e na liga de alumínio. Para Al 6061-T6 usando fresas de topo de 10-12 mm, velocidades de 15.000-20.000 RPM atingem consistentemente valores de Ra abaixo de 0,2 μm. Velocidades mais altas de até 40.000 RPM beneficiam ferramentas de diâmetro menor e requisitos de qualidade de superfície mais exigentes.
Como o HSM elimina a necessidade de operações de acabamento secundárias em moldes de alumínio?
O HSM elimina o acabamento secundário, alcançando a qualidade de superfície necessária diretamente através de mecânica de corte otimizada que evita a formação de aresta postiça e minimiza os efeitos de endurecimento por trabalho. As altas velocidades de corte deslocam a geração de calor para o cavaco, em vez da peça, permitindo a obtenção direta de valores de Ra na faixa de 0,1-0,3 μm que atendem aos requisitos de moldagem por injeção sem polimento ou acabamento EDM.
Quais ligas de alumínio respondem melhor ao HSM para aplicações de moldes?
O Al 6061-T6 fornece a combinação ideal de usinabilidade e capacidade de acabamento superficial para aplicações de moldes HSM, atingindo consistentemente valores de Ra de 0,1-0,2 μm. O Al 7075-T6 oferece maior resistência, mas requer uma seleção de parâmetros mais cuidadosa para obter qualidade de superfície equivalente. O Al 2024-T4 apresenta desafios devido às tendências de endurecimento por trabalho, mas permanece viável para aplicações menos exigentes.
Quais parâmetros de corte fornecem o melhor equilíbrio entre produtividade e qualidade da superfície?
Os parâmetros de corte ideais normalmente combinam velocidades do fuso de 15.000-20.000 RPM com taxas de avanço de 4.000-6.000 mm/min para moldes de alumínio. A profundidade axial de corte deve permanecer abaixo de 1,0 mm para operações de acabamento, com engate radial limitado a 5-15% do diâmetro da ferramenta usando trajetórias de ferramenta trocoidais. Esses parâmetros mantêm a carga de cavacos ideal, evitando ao mesmo tempo a deflexão da ferramenta que compromete a qualidade da superfície.
Como a estratégia de refrigeração afeta a qualidade da superfície do HSM de alumínio?
A estratégia de refrigeração afeta criticamente a qualidade da superfície através do gerenciamento de calor e do controle da evacuação de cavacos. A lubrificação de quantidade mínima (MQL) a 50-100 ml/hora fornece lubrificação ideal sem problemas de recorte de cavacos, enquanto o refrigerante de alta pressão a 70-150 bar garante a evacuação completa dos cavacos. A entrega adequada de refrigerante evita a formação de aresta postiça e mantém condições de corte consistentes, essenciais para um acabamento superficial superior.
Quais métodos de controle de qualidade verificam melhor o acabamento superficial do molde de alumínio do HSM?
A perfilometria de contato usando ponta de raio de 2 μm fornece a medição de Ra mais confiável para superfícies de moldes de alumínio, com vários locais de medição garantindo validade estatística. A interferometria de luz branca sem contato oferece vantagens para geometrias complexas e atinge resolução sub-nanométrica para caracterização detalhada da superfície. Ambos os métodos exigem equipamentos calibrados e operadores treinados para resultados precisos.
Quais benefícios econômicos justificam o investimento em HSM para produção de moldes de alumínio?
O investimento em HSM normalmente atinge o retorno em 12-24 meses através de reduções de tempo de ciclo de 60-70%, eliminação de operações de acabamento secundárias custando € 300-700/m² e reduções gerais de custo de produção de 25-40%. Benefícios adicionais incluem consistência de qualidade aprimorada, taxas de retrabalho reduzidas e prazos de entrega mais rápidos que aprimoram o posicionamento competitivo no mercado de fabricação de moldes.
MICRONS HUB DV Ε.Ε. · VAT: EL803129638 · GEMI: 190254227000 · Industrial Area, Street B, Number 4, 71601 Heraklion, Crete, Greece