Punção vs. Corte a Laser: Quando o Investimento em Ferramentas Faz Sentido
Os tomadores de decisão na área de manufatura enfrentam uma escolha crítica ao planejar a fabricação de chapas metálicas: punção ou corte a laser. Essa decisão impacta tudo, desde os investimentos iniciais em ferramentas até os custos de produção de longo prazo, a consistência da qualidade e a flexibilidade operacional. A complexidade aumenta ao considerar as variações de espessura do material, os requisitos geométricos e os volumes de produção que podem mudar drasticamente ao longo dos ciclos de vida do produto.
Principais conclusões:
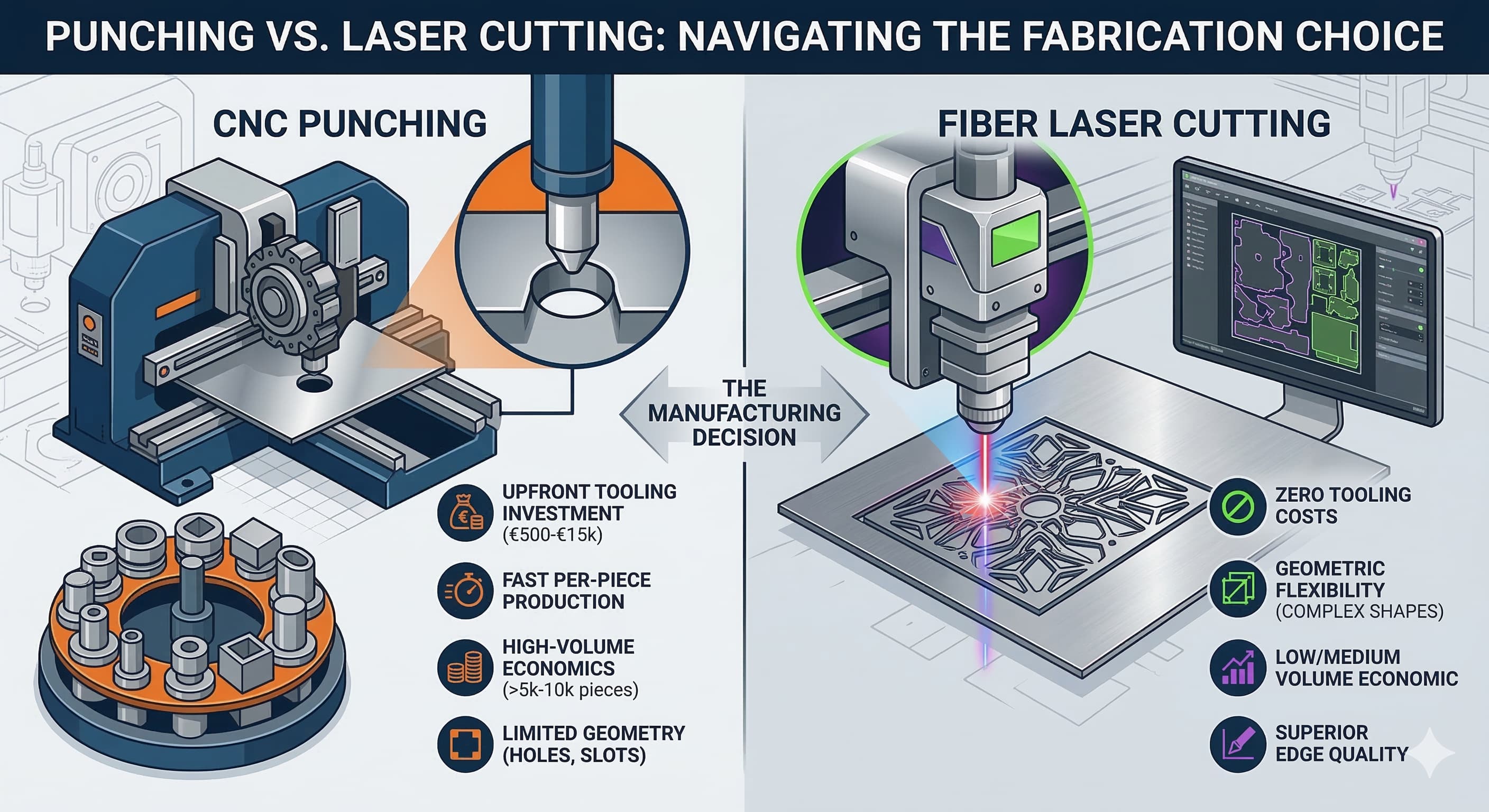
- A punção requer investimento inicial em ferramentas (€500-€15.000 por ferramenta), mas oferece economia superior em volumes superiores a 5.000-10.000 peças
- O corte a laser oferece custos de ferramentas zero e flexibilidade geométrica, mas acarreta custos por peça mais altos, variando de €0,50 a €5,00, dependendo do material e da complexidade
- Existem limites de espessura do material: a punção se destaca até 6 mm de espessura do aço, enquanto o corte a laser lida com materiais de até 25 mm de forma eficaz
- Os requisitos de qualidade impulsionam a seleção do processo - a punção oferece precisão posicional de ±0,05 mm, enquanto o corte a laser atinge ±0,1 mm com qualidade de borda superior
Compreendendo os Fundamentos do Processo de Punção
A punção opera através da força de cisalhamento aplicada por ferramentas de precisão, criando cortes limpos através da deformação controlada do material. O processo requer matrizes e punções personalizadas fabricadas de acordo com especificações exatas, normalmente usinadas a partir de graus de aço ferramenta como D2 ou A2 com classificações de dureza de 58-62 HRC. As modernas punções CNC de torre atingem precisão de posicionamento de ±0,025 mm e podem processar materiais de até 6,35 mm de espessura em aço e 4 mm em graus de aço inoxidável como 316L.
A expectativa de vida útil da ferramenta varia significativamente com base nas propriedades do material e na geometria da punção. Punções redondas padrão que processam aço macio atingem 100.000-500.000 golpes antes de exigir manutenção, enquanto formas complexas ou materiais duros como Inconel 625 reduzem a vida útil da ferramenta para 10.000-50.000 ciclos. Os custos de manutenção da ferramenta normalmente representam 15-25% das despesas operacionais totais de punção.
O processo de punção se destaca na criação de furos, ranhuras e entalhes precisos com precisão dimensional consistente. Para aplicações que exigem tolerâncias apertadas no posicionamento do furo, a punção oferece resultados superiores em comparação com os métodos de corte térmico. No entanto, a limitação do processo torna-se aparente com geometrias complexas que exigem contornos contínuos ou recortes internos intrincados.
Análise da Tecnologia de Corte a Laser
A tecnologia de corte a laser de fibra domina a fabricação moderna de chapas metálicas devido à qualidade superior do feixe e à eficiência energética. Os sistemas atuais operam em níveis de potência de 1kW a 15kW, com sistemas de 4kW-6kW representando o ponto ideal para trabalhos gerais de fabricação. Fatores de qualidade do feixe (M²) abaixo de 1,1 permitem velocidades de corte de 15-25 metros por minuto em aço macio de 2 mm, mantendo os padrões de qualidade de borda de acordo com a classe de qualidade 2 da ISO 9013.
A capacidade de corte varia de acordo com o tipo de material e a potência do laser. Um sistema de laser de fibra de 6kW processa aço macio de até 25 mm de espessura, aço inoxidável de até 20 mm e ligas de alumínio de até 12 mm. A qualidade do corte se deteriora significativamente além desses limites, exigindo operações secundárias ou processos alternativos. O consumo de gás representa um importante fator de custo - o corte de aço inoxidável com nitrogênio consome 10-15 metros cúbicos por hora a €0,80-€1,20 por metro cúbico.
As características de qualidade da borda diferem substancialmente da punção. O corte a laser produz zonas afetadas pelo calor (ZTA) normalmente com 0,1-0,3 mm de largura, dependendo da espessura do material e dos parâmetros de corte. Essa influência térmica pode afetar as propriedades do material em aplicações críticas, particularmente em aço de mola ou materiais endurecidos, onde as mudanças metalúrgicas impactam o desempenho.
Estrutura Abrangente de Análise de Custos
A avaliação do custo total requer a análise de vários componentes de custo além de simples cálculos por peça. A punção envolve investimentos significativos em ferramentas iniciais, mas oferece economias de escala em volumes mais altos. Punções redondas padrão custam €500-€1.500 cada, enquanto ferramentas de conformação complexas variam de €3.000-€15.000, dependendo dos requisitos de geometria e precisão.
| Componente de Custo | Punção | Corte a Laser | Volume de Ponto de Equilíbrio |
|---|---|---|---|
| Investimento em Ferramentas | €500-€15.000 | €0 | Varia de acordo com a complexidade |
| Tempo de Configuração | 15-45 minutos | 5-15 minutos | N/A |
| Velocidade de Processamento (aço de 2mm) | 800-1.200 golpes/hora | 15-25 m/min de corte | Dependente da geometria |
| Utilização de Material | 85-95% | 75-90% | Dependente do volume |
| Operações Secundárias | Mínimo | Rebarbação necessária | Dependente da qualidade |
Os custos de mão de obra impactam significativamente a economia do processo. As operações de punção normalmente exigem pessoal de configuração qualificado, mas podem funcionar sem supervisão uma vez programadas. O corte a laser exige atenção contínua do operador para manuseio de materiais e monitoramento da qualidade. As taxas de mão de obra europeias de €35-€55 por hora tornam as considerações de automação críticas para ambos os processos.
Os padrões de consumo de energia diferem substancialmente. Os sistemas de punção consomem 15-25 kW durante a operação, mas apenas durante os ciclos de conformação reais. Os sistemas a laser mantêm o consumo de energia base de 30-50 kW continuamente, com consumo de pico atingindo 60-80 kW durante as operações de corte. Nas taxas de eletricidade industrial europeias de €0,12-€0,18 por kWh, os custos de energia tornam-se fatores significativos na produção de alto volume.
Compatibilidade e Limitações de Materiais
A seleção do material impulsiona a viabilidade do processo mais do que qualquer outro fator. A punção se destaca com materiais dúcteis que se deformam de forma previsível sob forças de cisalhamento. Os aços carbono do grau S235 ao S355 perfuram de forma limpa até 6 mm de espessura. Os graus de aço inoxidável 304 e 316L processam efetivamente até 4 mm, embora as características de endurecimento por trabalho exijam design de ferramenta cuidadoso e protocolos de manutenção.
As ligas de alumínio apresentam desafios únicos para as operações de punção. Graus macios como 1100 e 3003 tendem a emperrar nas superfícies da punção, exigindo revestimentos especializados ou materiais de ferramenta. Ligas mais duras, como 6061-T6, perfuram de forma mais previsível, mas geram taxas de desgaste de ferramenta mais altas. As propriedades adesivas do alumínio geralmente exigem ciclos de limpeza e manutenção de ferramentas mais frequentes.
| Grau do Material | Espessura Máx. da Punção | Espessura Máx. do Laser | Processo Preferido |
|---|---|---|---|
| Aço Carbono S235 | 6.0mm | 25mm | Punção < 3mm |
| Aço Inoxidável 304 | 4.0mm | 20mm | Laser para cortes complexos |
| Alumínio 6061-T6 | 3.0mm | 12mm | Laser preferido |
| Aço COR-TEN | 5.0mm | 20mm | Dependente do processo |
| Inconel 625 | 2.0mm | 8mm | Somente Laser |
O corte a laser demonstra versatilidade superior de material, processando tudo, desde folhas finas até placas grossas em diversos sistemas de liga. Materiais reflexivos como cobre e latão, historicamente desafiadores para lasers de CO2, cortam de forma eficiente com a moderna tecnologia de laser de fibra. No entanto, os custos de material aumentam com o processamento a laser devido a larguras de corte mais amplas e potencial para distorção relacionada ao calor, exigindo tolerâncias de material adicionais.
Padrões de Qualidade e Tolerâncias
Os requisitos de precisão dimensional geralmente determinam a seleção do processo mais do que as considerações de custo. A punção oferece precisão posicional excepcional para padrões de furos e recursos repetitivos. As modernas punções CNC de torre mantêm a precisão furo a furo dentro de ±0,025 mm em dimensões de folha de até 1500 mm × 3000 mm. Este nível de precisão é adequado para aplicações que exigem tolerâncias de montagem apertadas ou vários componentes que exigem intercambiabilidade.
As características de qualidade da borda diferem fundamentalmente entre os processos. As bordas perfuradas exibem uma zona de cisalhamento característica tipicamente de 30-50% da espessura do material, seguida por uma zona de fratura com textura mais áspera. Para aço macio de 2 mm, a zona de cisalhamento se estende aproximadamente 0,6-1,0 mm, fornecendo superfícies de apoio lisas adequadas para aplicações de eixo ou montagens de precisão.
O corte a laser produz diferentes características de borda governadas por efeitos térmicos e seleção de gás auxiliar. O corte de aço macio assistido por oxigênio cria leves camadas de oxidação que exigem consideração em aplicações de soldagem ou revestimento. O corte com nitrogênio elimina a oxidação, mas aumenta os custos operacionais em €0,15-€0,25 por metro linear de corte. A rugosidade da superfície normalmente varia de Ra 12,5-25 μm, dependendo da velocidade de corte e da espessura do material.
Para resultados de alta precisão, obtenha um orçamento em 24 horas da Microns Hub.
Considerações de Complexidade Geométrica
A complexidade da forma representa talvez o fator mais decisivo na seleção do processo. A punção se destaca na criação de padrões de formas geométricas simples - furos, ranhuras, entalhes e operações básicas de conformação. Recortes internos complexos ou contornos externos intrincados exigem várias configurações de ferramentas ou se mostram impossíveis dentro das restrições do processo de punção.
Os tamanhos mínimos de recursos impõem diferentes limitações. A punção pode criar furos tão pequenos quanto a espessura do material, com mínimos práticos de 1,0 mm de diâmetro em aço de 2 mm. No entanto, recursos muito próximos exigem consideração da resistência da teia entre os cortes. Os padrões da indústria recomendam dimensões mínimas da teia de 1,5 × a espessura do material para evitar distorção durante a conformação.
O corte a laser oferece liberdade geométrica virtualmente ilimitada dentro das restrições de espessura do material. Os cantos internos atingem raios tão pequenos quanto 0,1 mm, enquanto os recursos externos podem incorporar curvas complexas e detalhes intrincados impossíveis com a punção. Essa flexibilidade se mostra inestimável para o desenvolvimento de protótipos ou produtos que exigem considerações estéticas junto com requisitos funcionais.
As aplicações de fabricação avançadas geralmente combinam ambos os processos estrategicamente. Serviços de fabricação de chapas metálicas frequentemente empregam punção para padrões de furos repetitivos enquanto usam corte a laser para perfis de perímetro complexos. Essa abordagem híbrida otimiza a eficiência de custos e a capacidade geométrica.
Economia de Volume de Produção
A análise de ponto de equilíbrio requer uma avaliação cuidadosa dos custos totais de produção em todos os ciclos de vida esperados do produto. A produção de baixo volume favorece consistentemente o corte a laser devido aos custos de ferramentas zero e aos requisitos mínimos de configuração. Para quantidades abaixo de 1.000 peças, o processamento a laser normalmente custa 30-50% menos do que a punção quando os investimentos em ferramentas são amortizados.
Volumes de produção médios entre 1.000-10.000 peças apresentam a matriz de decisão mais complexa. Os custos de ferramentas devem ser compensados pela redução dos custos de processamento por peça e pela melhor utilização do material. Geometrias simples com ferramentas padrão atingem pontos de equilíbrio em torno de 2.000-3.000 peças, enquanto formas complexas que exigem ferramentas personalizadas podem não atingir a paridade de custos até 8.000-10.000 peças.
A produção de alto volume favorece fortemente a economia de punção. Uma vez que os custos de ferramentas são amortizados, os custos por peça podem cair para €0,05-€0,15 em comparação com os custos de corte a laser de €0,50-€2,00 por peça. Essas diferenças dramáticas impulsionam os investimentos em ferramentas para qualquer produto que espere volumes superiores a 15.000-20.000 peças anualmente.
| Volume de Produção | Processo Recomendado | Custo Por Peça | Investimento de Configuração |
|---|---|---|---|
| < 500 peças | Corte a Laser | €0.80-€3.50 | €0 |
| 500-2.000 peças | Dependente do processo | €0.60-€2.50 | €0-€5.000 |
| 2.000-10.000 peças | Punção (simples) | €0.25-€1.20 | €1.000-€8.000 |
| > 10.000 peças | Punção | €0.08-€0.35 | €2.000-€15.000 |
Utilização de Material e Otimização de Resíduos
A eficiência de aninhamento impacta significativamente os custos de material, particularmente para ligas caras ou produção de grande volume. As operações de punção atingem taxas de utilização de material de 85-95% através de algoritmos de aninhamento otimizados e larguras de corte consistentes. A natureza previsível das ferramentas de punção permite o planejamento preciso do material e a geração mínima de resíduos.
A utilização do corte a laser varia consideravelmente com base na geometria da peça e na complexidade do aninhamento. Peças retangulares simples atingem 90-95% de utilização, enquanto formas complexas com numerosos recortes internos podem render apenas 65-75% de eficiência. As considerações de largura de corte - tipicamente 0,1-0,3 mm para lasers de fibra - devem ser incorporadas nos cálculos de aninhamento e podem impactar significativamente os custos de material para componentes de precisão.
O manuseio de material remanescente difere entre os processos. A punção gera remanescentes geométricos limpos adequados para aplicações secundárias ou inventário para componentes menores. O corte a laser produz formas irregulares frequentemente inadequadas para reutilização, embora o software de aninhamento avançado possa identificar oportunidades para utilizar remanescentes em execuções de produção subsequentes.
Ao fazer o pedido da Microns Hub, você se beneficia de relacionamentos diretos com fabricantes que garantem controle de qualidade superior e preços competitivos em comparação com as plataformas de mercado. Nossa experiência técnica e otimização de aninhamento avançada oferece taxas de utilização de material consistentemente 5-8% maiores do que as médias da indústria, traduzindo-se diretamente em economia de custos para seus projetos.
Integração de Processos e Otimização de Fluxo de Trabalho
A integração do fluxo de trabalho de fabricação afeta a eficiência geral da produção além das capacidades de processo individuais. As operações de punção se integram perfeitamente com outros processos de conformação, como dobra, estiramento e operações de montagem. A qualidade consistente da borda e a precisão dimensional facilitam os processos downstream sem etapas de preparação adicionais.
O corte a laser geralmente requer operações secundárias para preparação da borda ou alívio de tensão. As zonas afetadas pelo calor podem exigir operações de usinagem ou retificação para aplicações críticas. Os requisitos de rebarbação adicionam €0,05-€0,15 por metro linear de corte, dependendo da espessura do material e das especificações de qualidade da borda.
Os protocolos de controle de qualidade diferem substancialmente entre os processos. As operações de punção se beneficiam do controle estatístico do processo, monitorando o desgaste da ferramenta e o desvio dimensional. Uma vez estabelecidas, as ferramentas de punção fornecem resultados consistentes, exigindo apenas verificação periódica. O corte a laser exige monitoramento contínuo da qualidade do corte, pressão do gás auxiliar e efeitos térmicos que podem variar ao longo das execuções de produção.
A fabricação moderna enfatiza cada vez mais a flexibilidade e a resposta rápida às mudanças do mercado. Nossos serviços de fabricação incorporam recursos de punção e corte a laser, permitindo a seleção ideal do processo com base nos requisitos de produção atuais, em vez de limitações de equipamentos fixos.
Evolução da Tecnologia e Considerações Futuras
As tecnologias emergentes continuam a remodelar o cenário de punção versus corte a laser. As ferramentas de punção avançadas que incorporam acionamentos servoelétricos oferecem precisão aprimorada e níveis de ruído reduzidos em comparação com os sistemas hidráulicos tradicionais. Os recursos de múltiplas ferramentas permitem operações de conformação complexas que antes exigiam processos separados.
O avanço da tecnologia laser se concentra no escalonamento de potência e nas melhorias na qualidade do feixe. Os lasers de fibra de próxima geração que se aproximam de níveis de potência de 20kW expandirão os recursos de corte de seção espessa, mantendo excelente qualidade de borda. As tecnologias de corte adaptativas ajustam automaticamente os parâmetros com base no feedback de qualidade em tempo real, reduzindo os requisitos de habilidade do operador e melhorando a consistência.
A integração da automação afeta ambos os processos de forma diferente. As operações de punção acomodam prontamente sistemas automatizados de carregamento e descarregamento, com algumas instalações alcançando produção sem supervisão para geometrias de peças apropriadas. A automação de corte a laser enfrenta maiores desafios devido aos tempos de processamento variáveis e aos requisitos de monitoramento de qualidade, embora os avanços na inteligência artificial estejam abordando essas limitações.
As considerações de sustentabilidade influenciam cada vez mais a seleção do processo. A punção gera resíduos mínimos e não requer gases consumíveis, alinhando-se com as metas ambientais. O consumo de energia do corte a laser e o uso de gás auxiliar criam pegadas ambientais maiores, embora as melhorias na eficiência compensem parcialmente essas preocupações.
Perguntas Frequentes
Qual é a quantidade mínima de pedido que torna o investimento em ferramentas de punção valioso?
As quantidades de ponto de equilíbrio dependem da complexidade da peça e dos custos de ferramentas, mas geralmente variam de 2.000 a 5.000 peças para geometrias padrão. Formas complexas que exigem ferramentas personalizadas podem precisar de 8.000 a 12.000 peças para justificar o investimento. Considere o volume total ao longo da vida útil das variantes de produto que podem compartilhar ferramentas comuns para melhorar a economia.
O corte a laser pode corresponder à precisão da punção para padrões de furos?
O corte a laser atinge precisão posicional de ±0,1 mm, enquanto a punção oferece ±0,025 mm para espaçamento furo a furo. Para aplicações que exigem ajustes de rolamento precisos ou tolerâncias de montagem apertadas, a punção oferece precisão superior. No entanto, a precisão do corte a laser pode ser suficiente para muitas aplicações, oferecendo maior flexibilidade geométrica.
Como a espessura do material afeta a decisão de punção versus corte a laser?
A punção torna-se cada vez mais difícil além de 6 mm de espessura do aço devido aos requisitos de força e ao desgaste da ferramenta. O corte a laser lida com materiais de até 25 mm de forma eficaz com níveis de potência apropriados. Para seções espessas acima de 8 mm, o corte a laser normalmente oferece melhor qualidade de borda e capacidade geométrica do que as alternativas de punção.
Quais operações secundárias são normalmente necessárias para cada processo?
A punção raramente requer operações secundárias além da rebarbação leve para aplicações cosméticas. O corte a laser geralmente precisa de rebarbação, particularmente em seções espessas, e pode exigir alívio de tensão para aplicações de precisão. As zonas afetadas pelo calor ocasionalmente exigem remoção através de operações de usinagem ou retificação.
Como os tempos de configuração se comparam entre punção e corte a laser para tiragens curtas?
A configuração do corte a laser normalmente requer 5-15 minutos para programação e posicionamento do material. A configuração da punção envolve a seleção da ferramenta, instalação e verificação do programa, geralmente levando de 15 a 45 minutos, dependendo da complexidade. Para quantidades abaixo de 100 peças, as vantagens da configuração do corte a laser geralmente superam as diferenças de custo por peça.
Ambos os processos podem lidar com a mesma gama de materiais de forma eficaz?
O corte a laser demonstra versatilidade superior de material, processando tudo, desde folhas finas até ligas exóticas como Inconel e titânio. A punção funciona melhor com materiais dúcteis até níveis de resistência moderados. Materiais duros ou quebradiços que danificariam as ferramentas de punção cortam de forma eficaz com a tecnologia laser.
Quais padrões de qualidade se aplicam à condição da borda e à precisão dimensional?
As bordas perfuradas estão em conformidade com os padrões dimensionais ISO 2768 e exibem zonas de cisalhamento características. As bordas cortadas a laser seguem as classificações de qualidade ISO 9013, com grau 2-3 típico para a maioria das aplicações. Ambos os processos podem atingir requisitos de precisão quando devidamente especificados e controlados, embora a punção ofereça consistência dimensional superior para recursos repetitivos.
MICRONS HUB DV Ε.Ε. · VAT: EL803129638 · GEMI: 190254227000 · Industrial Area, Street B, Number 4, 71601 Heraklion, Crete, Greece