Alumínio A380 vs. A356: Selecionando a Liga Certa para Resistência e Fluidez
O alumínio A380 e A356 representam duas das ligas de fundição sob pressão mais amplamente especificadas na fabricação europeia, mas a seleção entre elas requer a compreensão das principais compensações entre as características de resistência e as propriedades de fluxo. Essa decisão impacta tudo, desde o desempenho da peça até os custos de produção, tornando essencial para os engenheiros compreender as diferenças sutis entre essas ligas.
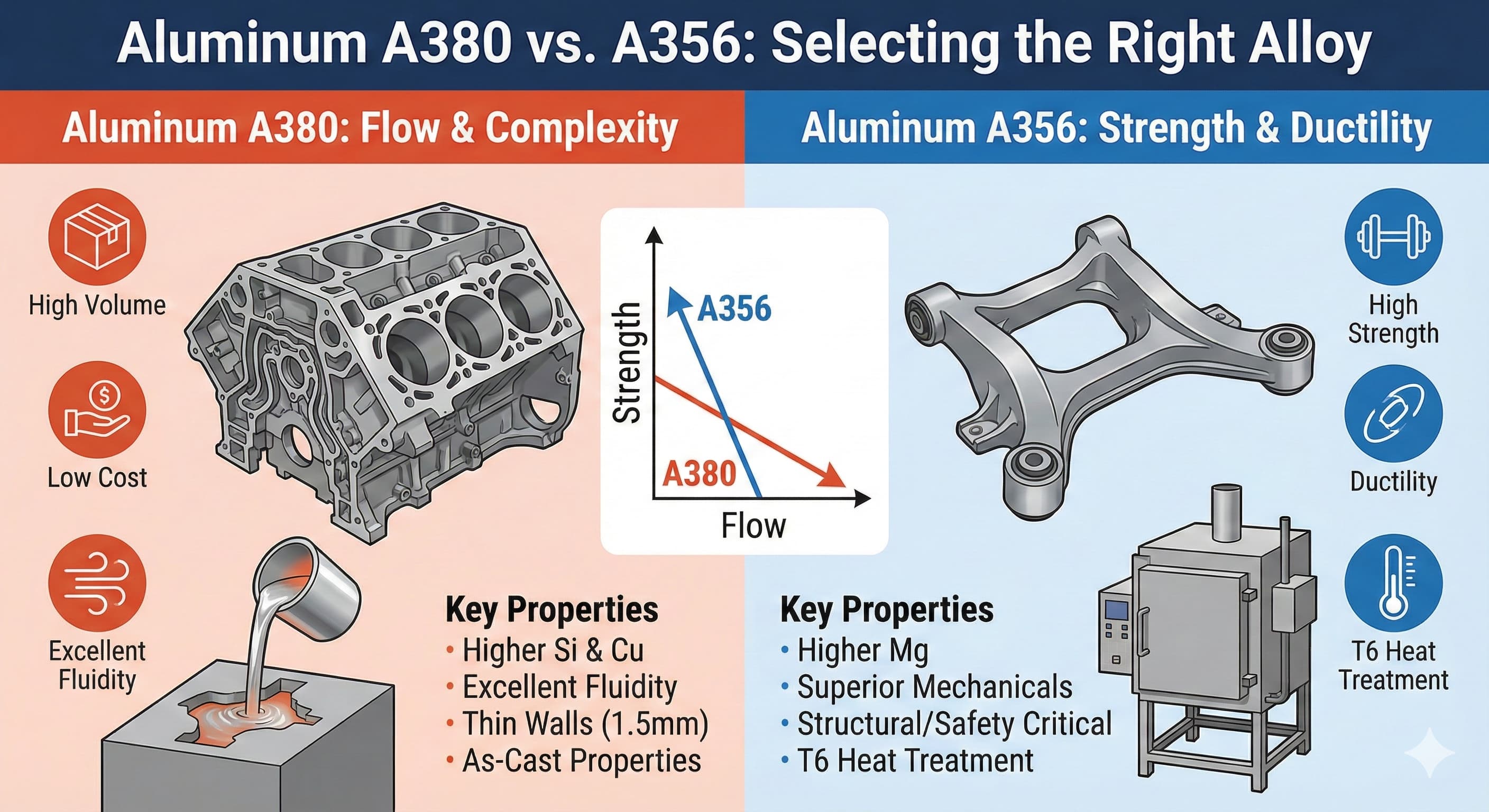
Ambas as ligas desempenham papéis distintos no ecossistema de fundição de alumínio, com o A380 dominando aplicações de alto volume que exigem excelente fluidez, enquanto o A356 se destaca onde propriedades mecânicas superiores justificam seus maiores custos de material e processamento.
Principais Conclusões
- O A380 oferece características de fluxo superiores e custos mais baixos, tornando-o ideal para geometrias complexas de paredes finas
- O A356 oferece resistência e ductilidade significativamente maiores, adequado para aplicações estruturais e críticas para a segurança
- A seleção do processo de fundição (fundição sob pressão vs. fundição em areia) influencia fortemente o desempenho da liga e as considerações de custo
- As opções de tratamento térmico pós-fundição variam drasticamente entre as ligas, afetando as propriedades mecânicas finais
Composição Química e Propriedades Fundamentais
As diferenças na composição química entre A380 e A356 impulsionam suas distintas características de desempenho. O A380 contém maior teor de silício (7,5-9,5%) em comparação com o A356 (6,5-7,5%), juntamente com significativamente mais cobre (3,0-4,0% vs. 0,25% máximo). Essa composição confere ao A380 excelente fluidez durante a fundição, mas limita suas propriedades mecânicas.
O A356, por outro lado, incorpora magnésio (0,25-0,45%) como seu principal elemento de fortalecimento, mantendo um teor de cobre mais baixo. Essa composição permite respostas de tratamento térmico que o A380 não consegue alcançar, resultando em resistências à tração e ao escoamento superiores.
| Elemento | A380 (wt%) | A356 (wt%) | Impacto nas Propriedades |
|---|---|---|---|
| Silício (Si) | 7.5-9.5 | 6.5-7.5 | Maior Si melhora a fluidez, reduz o encolhimento |
| Cobre (Cu) | 3.0-4.0 | 0.25 max | Cu aumenta a resistência, mas reduz a ductilidade |
| Magnésio (Mg) | 0.10 max | 0.25-0.45 | Mg permite o endurecimento por precipitação |
| Ferro (Fe) | 1.3 max | 0.20 max | Maior teor de Fe reduz a ductilidade |
| Zinco (Zn) | 3.0 max | 0.10 max | Zn afeta a resistência à corrosão |
O teor de silício influencia diretamente as características de fundição, com o maior teor de silício do A380 proporcionando propriedades de fluxo excepcionais e redução do encolhimento durante a solidificação. No entanto, essa mesma composição cria fases intermetálicas frágeis que limitam a ductilidade e a resistência ao impacto.
Comparação de Propriedades Mecânicas
As diferenças nas propriedades mecânicas entre essas ligas são substanciais e impulsionam a seleção da aplicação. O A380 na condição como fundido normalmente atinge resistências à tração de 320-330 MPa com resistências ao escoamento em torno de 160 MPa. O A356, particularmente na condição de tratamento térmico T6, pode atingir resistências à tração superiores a 280 MPa com resistências ao escoamento de 205 MPa, oferecendo valores de alongamento significativamente maiores.
| Propriedade | A380 (Como Fundido) | A356 (T6) | A356 (Como Fundido) |
|---|---|---|---|
| Resistência à Tração (MPa) | 320-330 | 280-310 | 220-260 |
| Limite de Escoamento (MPa) | 160 | 205-240 | 140-180 |
| Alongamento (%) | 2.5-3.5 | 8-12 | 3-5 |
| Dureza (HB) | 80-85 | 70-90 | 60-70 |
| Resistência à Fadiga (MPa) | 110-130 | 140-160 | 100-120 |
A diferença de alongamento é particularmente significativa para aplicações que experimentam carregamento dinâmico ou condições de impacto. O alongamento de 8-12% do A356 na condição T6 versus 2,5-3,5% do A380 representa a diferença entre um modo de falha dúctil e características de fratura frágil.
O desempenho de fadiga mostra tendências semelhantes, com o A356-T6 oferecendo resistência à fadiga superior devido à sua microestrutura refinada e à ausência de intermetálicos ricos em cobre que atuam como locais de iniciação de trincas.
Características de Fluxo e Desempenho de Fundição
As características de fluxo representam uma das principais vantagens do A380 sobre o A356. O maior teor de silício e a adição de cobre criam uma faixa de solidificação mais longa, proporcionando excelentes capacidades de preenchimento de matriz em geometrias complexas. Isso se traduz em fundição bem-sucedida de paredes finas (até 1,5 mm em condições ideais) e recursos intrincados que seriam desafiadores com o A356.
A fluidez superior do A380 permite a implementação adequada de ângulos de saída em moldes complexos, mantendo a precisão dimensional. As características de fundição da liga suportam ciclos de produção de alta velocidade típicos em aplicações automotivas e de eletrônicos de consumo.
O A356, embora ofereça propriedades de fluxo adequadas, requer mais atenção ao projeto de canais, dimensionamento de canais de alimentação e controle de temperatura. A tendência da liga ao rasgo a quente em seções finas exige um projeto conservador de espessura de parede (normalmente 2,5 mm mínimo para produção confiável).
| Parâmetro de Fundição | A380 | A356 | Implicações de Engenharia |
|---|---|---|---|
| Espessura Mínima da Parede | 1.5 mm | 2.5 mm | A380 permite designs mais leves e complexos |
| Faixa de Solidificação | 90-120°C | 60-90°C | Faixa mais ampla melhora o preenchimento do molde |
| Tendência ao Rasgo a Quente | Baixa | Moderada | A380 mais tolerante no design |
| Capacidade de Preenchimento do Molde | Excelente | Boa | Geometrias complexas favorecem o A380 |
| Sensibilidade à Porosidade | Baixa | Moderada | A380 mais tolerante à variação do processo |
As capacidades de comprimento de fluxo diferem significativamente, com o A380 atingindo comprimentos de fluxo de 200+ vezes a espessura da parede em condições otimizadas, enquanto o A356 normalmente atinge 150-180 vezes a espessura da parede. Essa diferença se torna crítica em fundições grandes e complexas, onde o metal deve percorrer distâncias significativas através de seções finas.
Resposta ao Tratamento Térmico e Considerações Microestruturais
A resposta ao tratamento térmico representa um diferenciador fundamental entre essas ligas. O A380 oferece opções limitadas de tratamento térmico, normalmente permanecendo na condição como fundido ou recebendo tratamentos de alívio de tensão. O alto teor de cobre impede o tratamento térmico de solução eficaz devido ao início da fusão de fases ricas em cobre.
O A356 responde excelentemente ao tratamento térmico T6 (tratamento de solução a 540°C, têmpera e envelhecimento a 150-160°C por 2-8 horas). Este processo dissolve magnésio e silício em solução sólida, então precipita fases de fortalecimento durante o envelhecimento, melhorando drasticamente as propriedades mecânicas.
Para resultados de alta precisão, Solicite um orçamento gratuito e obtenha preços em 24 horas da Microns Hub.
As diferenças microestruturais se estendem além da resposta ao tratamento térmico. A estrutura como fundida do A380 contém partículas de silício grosseiras e intermetálicos de cobre-alumínio que fornecem resistência, mas limitam a ductilidade. A microestrutura do A356, particularmente após o tratamento T6, apresenta precipitados finos e uniformemente distribuídos que aumentam a resistência e a tenacidade.
| Tratamento Térmico | Resposta A380 | Resposta A356 | Mudança de Propriedade |
|---|---|---|---|
| Como Fundido | Condição padrão | Propriedades de linha de base | - |
| T4 (Solução + Envelhecimento Natural) | Não aplicável | Melhora moderada | +15% de resistência |
| T6 (Solução + Envelhecimento Artificial) | Não aplicável | Resistência máxima | +25-35% de resistência |
| Alívio de Tensão | Estabilidade dimensional | Estabilidade dimensional | Mudança mínima de propriedade |
Análise de Custo e Considerações Econômicas
As diferenças de custo entre A380 e A356 se estendem além dos preços das matérias-primas para abranger considerações de processamento, ferramentas e pós-processamento. O A380 normalmente custa €2.200-2.400 por tonelada métrica, enquanto o A356 varia de €2.600-2.900 por tonelada métrica, representando um prêmio de 15-20% para a liga de maior desempenho.
Os custos de processamento favorecem o A380 devido às suas características de fundição superiores. Velocidades de produção mais altas, taxas de sucata reduzidas e requisitos de ferramentas simplificados geralmente compensam a pequena vantagem de custo de material que o A356 pode ter em alguns mercados. As excelentes propriedades de fluxo do A380 permitem paredes mais finas e geometrias mais complexas, potencialmente reduzindo o peso geral da peça e o uso de material.
No entanto, os requisitos de tratamento térmico do A356 adicionam etapas de processamento e custos de energia. O tratamento térmico T6 normalmente adiciona €150-250 por tonelada métrica em custos de processamento, dependendo da eficiência do forno e dos preços locais de energia. Isso deve ser pesado contra os benefícios de desempenho alcançados.
| Componente de Custo | A380 | A356 | Diferença |
|---|---|---|---|
| Matéria-prima (€/tonelada) | 2,200-2,400 | 2,600-2,900 | +15-20% |
| Tratamento Térmico (€/tonelada) | 0-50 | 150-250 | +300-400% |
| Custos de Usinagem | Mais alto (material mais duro) | Mais baixo (mais dúctil) | -10-15% |
| Taxa de Sucata (%) | 3-5 | 5-8 | +40-60% |
| Taxa de Produção | Mais alta | Mais baixa | -15-25% |
Ao fazer o pedido da Microns Hub, você se beneficia de relacionamentos diretos com fabricantes que garantem controle de qualidade superior e preços competitivos em comparação com plataformas de mercado. Nossa experiência técnica e abordagem de serviço personalizado significam que cada projeto recebe a atenção aos detalhes que merece, particularmente importante ao equilibrar os requisitos de custo e desempenho.
Critérios de Seleção Específicos da Aplicação
Os requisitos da aplicação, em última análise, impulsionam a seleção da liga, com cada material se destacando em casos de uso específicos. O A380 domina as aplicações automotivas que exigem geometrias complexas, como caixas de transmissão, suportes de motor e caixas de unidades de controle eletrônico. As excelentes propriedades de fluxo da liga permitem a integração de ressaltos de montagem, aletas de resfriamento e passagens internas intrincadas em uma única fundição.
O A356 encontra preferência em aplicações estruturais onde as propriedades mecânicas têm precedência sobre a complexidade da fundição. Componentes de suspensão automotiva, acessórios de aeronaves e artigos esportivos de alto desempenho aproveitam a relação resistência/peso superior e a resistência à fadiga do A356.
As aplicações eletrônicas apresentam compensações interessantes. A excelente condutividade térmica do A380 (96 W/m·K vs 151 W/m·K para A356) o torna atraente para dissipadores de calor e caixas eletrônicas onde o gerenciamento térmico é crítico. No entanto, a menor condutividade elétrica do A356 pode ser preferível em aplicações que exigem blindagem eletromagnética.
A integração com serviços de moldagem por injeção frequentemente influencia a seleção de materiais para componentes híbridos onde as fundições de alumínio se conectam com insertos de polímero ou operações de sobremoldagem.
Compatibilidade do Processo de Fabricação
A fundição sob pressão representa o principal processo de fabricação para ambas as ligas, mas sua compatibilidade com outros processos varia significativamente. O A380 se destaca em operações de fundição sob pressão (HPDC), onde suas características de fluxo superiores permitem tempos de ciclo rápidos e qualidade de peça consistente. A resistência da liga à soldagem (aderência às superfícies da matriz) prolonga a vida útil da ferramenta e reduz os requisitos de manutenção.
O A356 mostra uma compatibilidade de processo mais ampla, apresentando bom desempenho em fundição em areia, fundição em molde permanente e processos de formação semi-sólida. Essa versatilidade torna o A356 atraente para aplicações de baixo volume ou prototipagem onde os custos de ferramentas de fundição sob pressão não podem ser justificados.
Usinagem pós-fundição características diferem notavelmente entre as ligas. A maior dureza e o teor de cobre do A380 criam condições de usinagem mais desafiadoras, exigindo ferramentas de metal duro e evacuação cuidadosa de cavacos. O A356, particularmente na condição T6, usina mais facilmente com ferramentas convencionais e gera melhores acabamentos de superfície.
| Processo | Adequação do A380 | Adequação do A356 | Considerações Chave |
|---|---|---|---|
| Fundição Sob Pressão | Excelente | Boa | Vantagem de fluxo do A380 crítica |
| Fundição Sob Baixa Pressão | Boa | Excelente | Propriedades mecânicas do A356 favorecidas |
| Fundição em Areia | Razoável | Excelente | A356 padrão para fundição em areia |
| Molde Permanente | Boa | Excelente | Ambas as ligas adequadas |
| Usinagem CNC | Desafiador | Boa | A356 mais usinável |
A compatibilidade de acabamento de superfície também varia. O A380 anodiza razoavelmente bem, mas pode mostrar pequenas variações de cor devido ao teor de cobre. O A356 fornece excelente resposta de anodização com desenvolvimento de cor uniforme. O revestimento em pó e a pintura têm desempenho semelhante em ambas as ligas após a preparação adequada da superfície.
Controle de Qualidade e Considerações de Teste
Os requisitos de controle de qualidade diferem entre as aplicações A380 e A356, impulsionados por seus casos de uso típicos e expectativas de desempenho. As peças A380 geralmente passam por inspeção dimensional e testes mecânicos básicos, com ênfase na integridade da fundição e na qualidade da superfície. Os testes não destrutivos normalmente incluem inspeção visual e verificação dimensional.
Os componentes A356, particularmente aqueles em aplicações estruturais, exigem protocolos de teste mais abrangentes. Testes de tração, verificação de dureza e validação de tratamento térmico tornam-se requisitos padrão. O processo de tratamento térmico T6 exige monitoramento de temperatura e verificação metalúrgica para garantir o endurecimento por precipitação adequado.
A implementação do controle estatístico de processo (CEP) varia entre as ligas. As características de fluxo consistentes do A380 permitem um controle dimensional rígido com monitoramento de processo padrão. Os requisitos de tratamento térmico do A356 introduzem variáveis adicionais que exigem monitoramento do gráfico de controle da temperatura da solução, taxa de têmpera e parâmetros de envelhecimento.
A integração com nossos serviços de fabricação inclui documentação de qualidade abrangente que atende aos requisitos da ISO 9001, com certificações de materiais e verificação de propriedades mecânicas como entregas padrão.
Fatores Ambientais e de Sustentabilidade
As considerações ambientais influenciam cada vez mais as decisões de seleção de materiais. Tanto o A380 quanto o A356 oferecem excelente reciclabilidade, com as vantagens inerentes de sustentabilidade do alumínio. No entanto, suas pegadas de energia diferem devido aos requisitos de processamento.
O caminho de processamento mais simples do A380 (tratamento térmico mínimo) resulta em menor consumo de energia por quilograma produzido. O tratamento térmico T6 do A356 adiciona requisitos de energia significativos, particularmente durante o tratamento térmico de solução a 540°C. Essa penalidade de energia deve ser equilibrada com os benefícios de desempenho alcançados.
A compatibilidade do conteúdo reciclado varia entre as ligas. A maior tolerância do A380 para elementos residuais o torna mais compatível com fluxos de alumínio reciclado, enquanto os requisitos de composição mais rígidos do A356 podem exigir o uso de alumínio primário para aplicações críticas.
Tendências Futuras e Direções de Desenvolvimento
O desenvolvimento de ligas continua evoluindo para atender aos requisitos da indústria em constante mudança. Composições A380 modificadas com teor de cobre reduzido visam melhorar a ductilidade, mantendo excelentes características de fundição. Esses desenvolvimentos visam iniciativas de redução de peso automotiva que exigem melhor resistência ao choque.
O desenvolvimento do A356 se concentra em respostas aprimoradas ao tratamento térmico e melhor estabilidade térmica. Tratamentos de envelhecimento avançados e composições modificadas buscam estender as vantagens já impressionantes das propriedades mecânicas da liga.
A compatibilidade com a fabricação aditiva representa uma consideração emergente. Embora nenhuma das ligas veja atualmente uso generalizado na impressão 3D de alumínio, a pesquisa continua em variantes de metalurgia do pó que poderiam estender suas faixas de aplicação.
Perguntas Frequentes
Qual liga oferece melhor resistência à corrosão, A380 ou A356?
O A356 geralmente oferece resistência à corrosão superior devido ao seu menor teor de cobre. O cobre no A380 pode criar pares galvânicos que aceleram a corrosão em ambientes marinhos ou industriais. No entanto, ambas as ligas se beneficiam de revestimentos protetores em ambientes agressivos.
O A380 pode ser tratado termicamente para atingir propriedades semelhantes ao A356?
Não, o A380 não pode ser tratado termicamente de forma eficaz devido ao seu alto teor de cobre, o que causa o início da fusão durante o tratamento térmico de solução. A liga é normalmente usada na condição como fundida ou apenas com tratamentos de alívio de tensão.
Qual espessura mínima de parede devo projetar para cada liga?
O A380 pode atingir de forma confiável espessuras de parede de até 1,5 mm em condições de fundição ideais, enquanto o A356 normalmente requer paredes mínimas de 2,5 mm para evitar rasgos a quente e garantir propriedades mecânicas consistentes.
Como os custos de usinagem se comparam entre A380 e A356?
O A356 geralmente usina de forma mais fácil e econômica do que o A380. O maior teor de cobre e a dureza do A380 exigem ferramentas de metal duro e resultam em taxas de desgaste de ferramenta mais altas, aumentando os custos de usinagem em 10-15% normalmente.
Qual liga é melhor para caixas eletrônicas de paredes finas?
O A380 é normalmente preferido para caixas eletrônicas de paredes finas devido às suas características de fluxo superiores, permitindo geometrias complexas e paredes finas. Sua boa condutividade térmica também ajuda na dissipação de calor em aplicações eletrônicas.
Quais são os prazos de entrega típicos para peças em cada liga?
Os prazos de entrega são geralmente semelhantes para ambas as ligas em aplicações de fundição sob pressão. No entanto, as peças A356 que exigem tratamento térmico T6 podem adicionar 1-3 dias ao tempo de processamento, dependendo dos tamanhos dos lotes e do agendamento do forno.
Como as taxas de reciclagem se comparam entre A380 e A356?
Ambas as ligas são altamente recicláveis, mas a maior tolerância do A380 para elementos residuais o torna ligeiramente mais compatível com fluxos de sucata de alumínio misturados. Os requisitos de composição mais rígidos do A356 podem exigir uma segregação de sucata mais cuidadosa para aplicações críticas.
MICRONS HUB DV Ε.Ε. · VAT: EL803129638 · GEMI: 190254227000 · Industrial Area, Street B, Number 4, 71601 Heraklion, Crete, Greece