Usinage à Grande Vitesse (UGV) : Avantages de la finition de surface pour les moules en aluminium
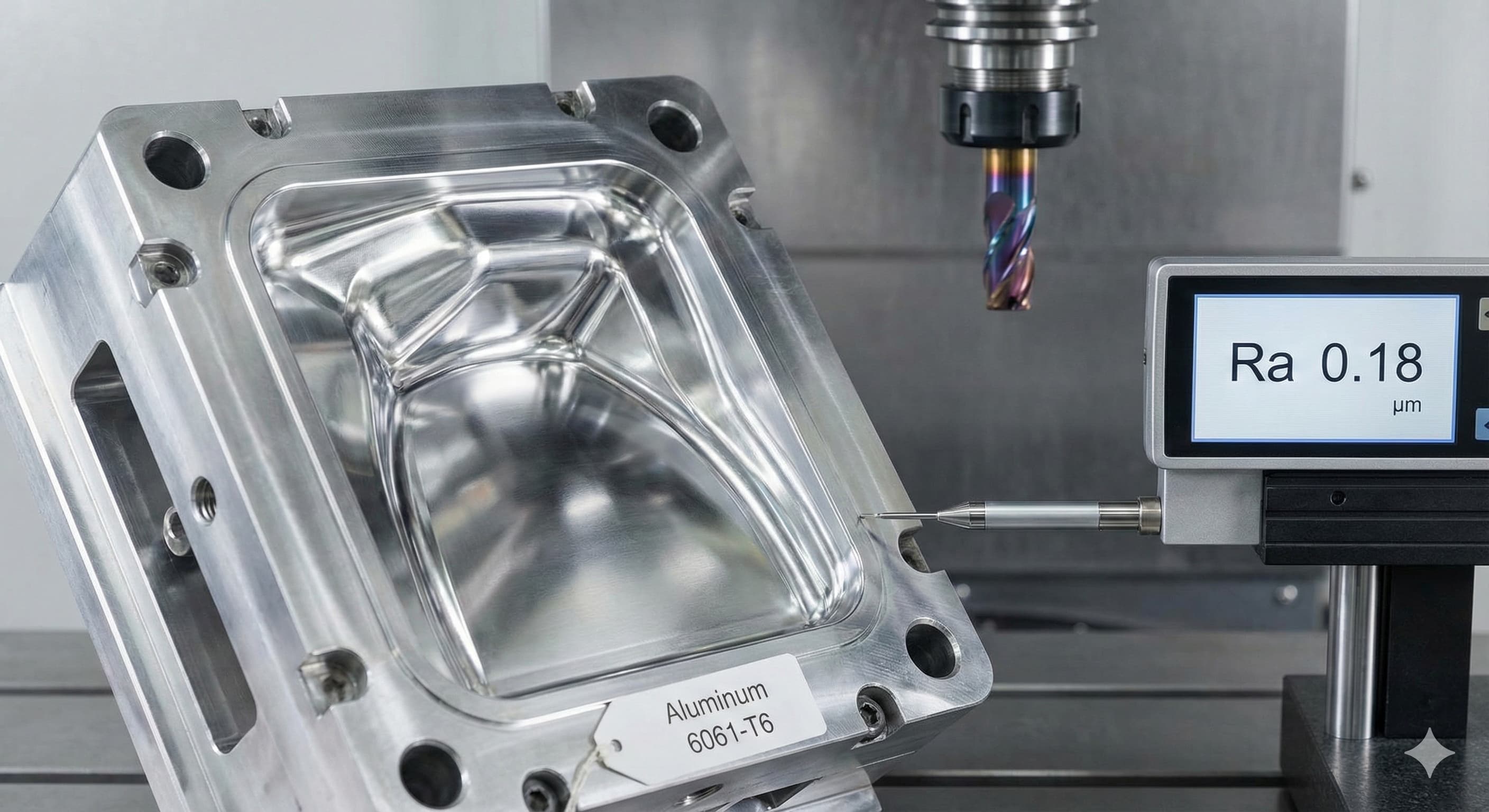
La qualité de la surface d'un moule en aluminium détermine directement le succès du produit dans les applications de moulage par injection. Les paramètres d'usinage à grande vitesse (UGV) modifient fondamentalement la topographie de la surface grâce à des interactions contrôlées outil-pièce à des vitesses de coupe élevées, offrant des valeurs Ra inférieures à 0,2 μm sans opérations de finition secondaires.
Points clés :
- L'UGV réduit la rugosité de la surface des moules en aluminium de 60 à 80 % par rapport à l'usinage conventionnel grâce à des mécanismes optimisés de formation des copeaux
- Les vitesses de broche supérieures à 15 000 tr/min avec des vitesses d'avance supérieures à 5 000 mm/min éliminent la formation d'arêtes rapportées sur les alliages d'aluminium
- Il existe une corrélation directe entre la vitesse de coupe et la qualité de la finition de surface pour les applications de moules en Al 6061-T6 et Al 7075-T6
- Les stratégies de trajectoire d'outil en UGV minimisent les effets de cyclage thermique qui dégradent l'intégrité de la surface de l'aluminium
Comprendre la physique de l'usinage à grande vitesse pour la qualité de la surface de l'aluminium
L'usinage à grande vitesse modifie fondamentalement le mécanisme d'enlèvement de matière dans l'aluminium grâce à des vitesses de coupe accrues qui dépassent les limitations de conductivité thermique du matériau de la pièce. Lors de l'usinage d'alliages d'aluminium à des vitesses conventionnelles inférieures à 300 m/min, la génération de chaleur crée des zones thermiques localisées qui favorisent la formation d'arêtes rapportées et les effets d'écrouissage. Ces phénomènes compromettent directement la qualité de la finition de surface en créant une micro-soudure entre l'outil et les matériaux de la pièce.
La transition vers les paramètres de fonctionnement de l'UGV — généralement des vitesses de coupe de 800 à 2 000 m/min pour l'aluminium — déplace la zone de génération de chaleur dans le copeau plutôt que sur la surface finie. Cette redistribution thermique se produit parce que le temps de contact raccourci entre l'outil de coupe et la pièce empêche le transfert de chaleur dans le substrat d'aluminium. Le résultat se manifeste par des caractéristiques de finition de surface considérablement améliorées avec des valeurs Ra atteignant systématiquement une plage de 0,1 à 0,3 μm sans opérations secondaires.
Les considérations relatives aux propriétés des matériaux deviennent essentielles lors de la mise en œuvre de l'UGV pour les applications de moules en aluminium. L'Al 6061-T6 présente une réponse UGV optimale en raison de sa teneur équilibrée en silicium (0,4 à 0,8 %) qui offre une dureté adéquate sans abrasivité excessive. L'état de revenu T6 assure la stabilité dimensionnelle pendant les opérations à grande vitesse en maintenant une structure de grain cohérente tout au long du processus d'usinage.
L'optimisation de la géométrie de l'outil spécifiquement pour l'UGV de l'aluminium nécessite de tenir compte des angles de dépouille positifs entre 15 et 25° afin de minimiser les forces de coupe tout en maintenant la résistance des arêtes. Les angles de dépouille de 8 à 12° empêchent le contact de frottement qui génère des défauts de surface. La sélection du revêtement se concentre sur les formulations de nitrure de titane aluminium (TiAlN) ou de carbone amorphe (DLC) qui résistent à l'adhérence de l'aluminium à des températures élevées.
Optimisation de la vitesse de broche et de la vitesse d'avance pour la qualité de la surface
La sélection de la vitesse de broche influence directement la qualité de la finition de surface par son effet sur la cohérence de la formation des copeaux et la gestion thermique. Les données de recherche provenant d'opérations d'usinage de moules en aluminium démontrent qu'une finition de surface optimale se produit lorsque les vitesses de broche dépassent le seuil de vitesse critique où la formation d'arêtes rapportées passe à une coupe en zone de cisaillement stable.
Pour les applications de moules en Al 6061-T6, ce seuil critique se situe généralement à des vitesses de broche supérieures à 12 000 tr/min lors de l'utilisation de fraises en bout de 10 à 12 mm de diamètre. À ces vitesses, la vitesse de coupe approche 400 à 500 m/min, éliminant efficacement l'action de coupe stick-slip qui crée des irrégularités de surface. La coordination de la vitesse d'avance devient essentielle pour maintenir une charge de copeaux optimale par dent tout en obtenant des avantages maximaux en matière de qualité de surface.
| Alliage d'aluminium | Vitesse de broche optimale (RPM) | Avance (mm/min) | Ra réalisable (μm) | Applications typiques |
|---|---|---|---|---|
| Al 6061-T6 | 15,000-20,000 | 4,000-6,000 | 0.1-0.2 | Moules d'injection, outillage |
| Al 7075-T6 | 12,000-18,000 | 3,000-5,000 | 0.15-0.25 | Moules aérospatiaux, montages |
| Al 2024-T4 | 10,000-15,000 | 2,500-4,000 | 0.2-0.35 | Moules prototypes, outillage souple |
| Al 5083-H111 | 8,000-12,000 | 2,000-3,500 | 0.25-0.4 | Applications marines, matrices de formage |
La relation entre la vitesse d'avance et la qualité de la surface dans l'UGV de l'aluminium suit des schémas prévisibles basés sur les effets de l'épaisseur des copeaux. L'épaisseur optimale des copeaux pour l'aluminium se situe généralement entre 0,05 et 0,15 mm par dent, calculée en divisant la vitesse d'avance par le produit de la vitesse de broche et du nombre d'arêtes de coupe. Le dépassement de cette plage crée des forces de coupe excessives qui dévient la pièce et compromettent la qualité de la surface, en particulier dans les sections de moule à parois minces.
Les stratégies UGV avancées utilisent une programmation de vitesse d'avance variable qui ajuste les paramètres de coupe en fonction de la complexité géométrique locale. Dans les régions de la cavité du moule avec des rayons étroits ou des poches profondes, les vitesses d'avance sont automatiquement réduites de 20 à 30 % pour maintenir la qualité de la surface tout en empêchant la rupture de l'outil. Cette approche adaptative garantit une finition de surface cohérente sur des géométries de moule complexes sans intervention manuelle.
Impact de la stratégie de trajectoire d'outil sur les caractéristiques de la surface de l'aluminium
La programmation de la trajectoire d'outil influence directement la qualité de la surface de l'aluminium par son contrôle des conditions d'engagement de coupe et des effets de cyclage thermique. Les trajectoires d'outil conventionnelles qui utilisent un engagement radial complet créent une accumulation de chaleur excessive et une déviation de l'outil qui se manifestent par des marques d'usinage visibles sur la surface finie. Les stratégies de trajectoire d'outil UGV traitent spécifiquement ces limitations grâce à des angles d'engagement optimisés et au maintien d'une charge de copeaux constante.
Le fraisage trochoïdal représente l'approche de trajectoire d'outil la plus efficace pour les cavités de moules en aluminium, maintenant un engagement radial constant entre 5 et 15 % du diamètre de l'outil tout en atteignant des taux d'enlèvement de matière élevés. Cette stratégie empêche l'action de coupe intermittente qui crée des irrégularités de surface tout en assurant une évacuation adéquate des copeaux. Le mouvement de coupe continu élimine les marques de démarrage-arrêt courantes dans les trajectoires d'outil rectangulaires conventionnelles.
Pour des résultats de haute précision, demandez un devis gratuit et obtenez les prix en 24 heures auprès de Microns Hub.
L'orientation du fraisage en avalant devient obligatoire pour les applications UGV de l'aluminium en raison de ses caractéristiques de finition de surface supérieures par rapport au fraisage conventionnel. L'action de coupe dans le fraisage en avalant commence avec une épaisseur de copeau maximale et se réduit à zéro, créant une action de cisaillement qui produit une génération de surface propre. La progression opposée de l'épaisseur des copeaux du fraisage conventionnel crée une action de frottement qui écrouit la surface de l'aluminium et dégrade la qualité de la finition.
La sélection de la profondeur de coupe nécessite un équilibre entre les objectifs de productivité et de qualité de la surface. Pour les moules en aluminium nécessitant des valeurs Ra inférieures à 0,2 μm, la profondeur de coupe axiale ne doit pas dépasser 0,5 à 1,0 mm afin d'éviter des forces de coupe excessives qui provoquent une déviation de l'outil. Les passes de finition finales utilisent une profondeur de coupe de 0,1 à 0,2 mm avec des vitesses d'avance accrues pour maintenir des conditions de coupe optimales tout en obtenant une qualité de surface supérieure.
Considérations spécifiques aux matériaux pour les applications de moules en aluminium
La sélection de l'alliage d'aluminium a un impact significatif sur les résultats de la finition de surface UGV en raison des différences inhérentes aux propriétés des matériaux qui affectent les caractéristiques d'usinabilité. La teneur en silicium influence particulièrement le comportement de coupe, les alliages contenant 0,4 à 1,2 % de silicium présentant une réponse UGV optimale grâce à une meilleure rupture des copeaux et à une réduction des tendances à l'adhérence de l'outil.
L'Al 6061-T6 représente l'alliage d'aluminium de référence pour les applications de moules en raison de sa composition équilibrée qui favorise une excellente capacité de finition de surface. Le système de durcissement par précipitation magnésium-silicium offre une résistance adéquate (limite d'élasticité de 276 MPa) tout en conservant des caractéristiques d'usinabilité qui répondent bien aux paramètres UGV. La teneur relativement faible en cuivre (0,15 à 0,4 %) minimise les tendances à l'écrouissage qui compliquent l'obtention d'une finition de surface.
La sélection de l'état de revenu affecte de manière critique les résultats de la qualité de la surface UGV. L'état de revenu T6 offre une stabilité dimensionnelle optimale pendant les opérations à grande vitesse grâce à sa microstructure entièrement vieillie qui résiste aux effets de contrainte induits par la coupe. L'aluminium à l'état de revenu T4 présente une plus grande tendance à l'écrouissage pendant les opérations de coupe, nécessitant des paramètres UGV modifiés pour obtenir des résultats de qualité de surface équivalents.
| Propriété | Al 6061-T6 | Al 7075-T6 | Al 2024-T4 | Impact sur la finition de surface HSM |
|---|---|---|---|---|
| Limite d'élasticité (MPa) | 276 | 503 | 324 | Une résistance plus élevée nécessite des avances plus faibles |
| Résistance à la traction (MPa) | 310 | 572 | 469 | Affecte la force de coupe et la déflexion de l'outil |
| Dureté (HB) | 95 | 150 | 120 | Les matériaux plus durs nécessitent des outils plus tranchants |
| Teneur en silicium (%) | 0.4-0.8 | 0.4 max | 0.5 max | Un Si plus élevé améliore le bris de copeaux |
| Finition de surface Ra (μm) | 0.1-0.2 | 0.15-0.25 | 0.2-0.35 | Corrélation directe avec la composition de l'alliage |
L'historique du traitement thermique affecte la réponse de l'aluminium aux opérations UGV par son influence sur la structure du grain et la distribution des contraintes internes. Les matériaux traités thermiquement en solution et vieillis artificiellement (état T6) présentent une stabilité dimensionnelle supérieure pendant l'UGV par rapport aux conditions de vieillissement naturel (T4) qui peuvent subir une relaxation des contraintes pendant les opérations de coupe.
Stratégies de refroidissement et de lubrification pour une qualité de surface optimale
La sélection du liquide de refroidissement et les méthodes d'application influencent de manière critique l'obtention de la qualité de la surface de l'aluminium dans les applications UGV par leurs effets sur la gestion de la chaleur et l'efficacité de l'évacuation des copeaux. Le refroidissement par inondation traditionnel s'avère souvent inadéquat pour les opérations UGV en raison d'une capacité d'élimination de la chaleur insuffisante à des vitesses de coupe élevées et de la tendance à créer un recoupage des copeaux qui dégrade la qualité de la surface.
Les systèmes de lubrification en quantité minimale (MQL) offrent des résultats supérieurs pour l'UGV de l'aluminium en fournissant un placement précis du lubrifiant tout en conservant les avantages de la coupe à sec qui empêchent l'adhérence des copeaux. Les débits MQL de 50 à 100 ml/heure utilisant des esters synthétiques ou des fluides de coupe à base végétale créent l'équilibre optimal entre la lubrification et la gestion de la chaleur sans compromettre l'évacuation des copeaux.
Les systèmes de refroidissement à haute pression fonctionnant à une pression de 70 à 150 bars offrent une capacité d'évacuation des copeaux exceptionnelle, essentielle pour maintenir la qualité de la surface dans les cavités de moules profondes. La vitesse du jet de liquide de refroidissement doit dépasser la vitesse des copeaux pour assurer une élimination efficace tout en empêchant les dommages causés par le recoupage. Un positionnement correct des buses devient essentiel, avec un liquide de refroidissement dirigé à la fois vers la zone de coupe et le chemin d'évacuation des copeaux.
Les systèmes de soufflage d'air complètent les stratégies de refroidissement liquide en assurant l'élimination complète des copeaux des surfaces usinées avant les passes d'outil suivantes. L'air comprimé à une pression de 6 à 8 bars élimine efficacement les copeaux d'aluminium qui pourraient autrement créer des rayures de surface ou une formation d'arêtes rapportées sur les outils de coupe.
Techniques de contrôle de la qualité et de mesure de la surface
La vérification de la qualité de la surface dans les applications de moules en aluminium nécessite des techniques de mesure sophistiquées qui caractérisent avec précision les caractéristiques de la surface à l'échelle microscopique, essentielles pour les performances de moulage. La profilométrie de contact à l'aide d'instruments à stylet offre la capacité de mesure Ra la plus fiable, avec des limitations de rayon de stylet de 2 μm assurant une reproduction précise des caractéristiques de texture de la surface.
Les systèmes de mesure optique sans contact offrent des avantages pour l'évaluation de la géométrie complexe des moules où l'accès au stylet devient problématique. L'interférométrie à lumière blanche atteint une résolution de mesure inférieure à 0,1 nm, permettant une analyse détaillée des caractéristiques de la surface qui influencent les caractéristiques de démoulage et la qualité des pièces. Ces systèmes excellent particulièrement dans la mesure des caractéristiques de la surface dans les zones de rayon étroit et les cavités profondes où les méthodes de contact s'avèrent impraticables.
Lorsque vous commandez auprès de Microns Hub, vous bénéficiez de relations directes avec les fabricants qui garantissent un contrôle de la qualité supérieur et des prix compétitifs par rapport aux plateformes de marché. Notre expertise technique et notre approche de service personnalisée signifient que chaque projet reçoit l'attention aux détails qu'il mérite, avec une documentation complète sur la qualité de la surface fournie pour chaque composant de moule en aluminium.
La mise en œuvre du contrôle statistique des processus pour les opérations UGV de l'aluminium nécessite une surveillance continue des paramètres de qualité de la surface afin d'identifier la dérive du processus avant qu'elle n'affecte la qualité des pièces. Les cartes de contrôle suivant les valeurs Ra sur plusieurs emplacements de mesure permettent une détection précoce de l'usure de l'outil ou de la déviation des paramètres du processus qui compromet la qualité de la surface. Nos services d'usinage CNC de précision intègrent des protocoles de contrôle de la qualité avancés spécialement conçus pour les applications de moules en aluminium.
Techniques UGV avancées pour les géométries de moules complexes
Les géométries de moules en aluminium complexes présentent des défis uniques pour l'obtention de la qualité de la surface UGV en raison des conditions de coupe variables selon les différents types de caractéristiques. L'usinage de poches profondes nécessite des stratégies spécialisées qui maintiennent la qualité de la surface tout en assurant une rigidité de l'outil et une capacité d'évacuation des copeaux adéquates tout au long du processus de coupe.
La programmation UGV multi-axes devient essentielle pour les surfaces de moules complexes où le maintien d'une orientation optimale de l'outil par rapport à la surface de la pièce assure des conditions de coupe cohérentes. L'usinage simultané à cinq axes permet un engagement continu de l'outil sans les gouges et la mauvaise qualité de la surface associés à l'approximation à trois axes des surfaces courbes. Le contrôle du vecteur d'axe de l'outil maintient des angles d'attaque et d'inclinaison constants qui optimisent la génération de la surface sur des géométries complexes.
Les stratégies d'ébauche adaptatives ajustent automatiquement les paramètres de coupe en fonction des conditions d'engagement du matériau local, assurant une qualité de surface cohérente sur différentes épaisseurs de paroi et profondeurs de poche. Ces algorithmes de trajectoire d'outil intelligents empêchent la déviation de l'outil et le broutage qui dégradent couramment la qualité de la surface dans les sections de moule à parois minces.
L'usinage de caractéristiques de précision dans les moules en aluminium nécessite souvent des techniques de micro-UGV spécialisées qui étendent les principes UGV traditionnels à des outils de coupe et des caractéristiques extrêmement petits. Les vitesses de broche peuvent dépasser 40 000 tr/min pour les fraises en bout de moins de 1 mm de diamètre, nécessitant une considération spécialisée de la dynamique de l'outil et du contrôle des vibrations.
Analyse coûts-avantages de l'UGV pour la production de moules en aluminium
La justification économique de la mise en œuvre de l'UGV dans la production de moules en aluminium nécessite une analyse complète des coûts d'usinage directs et des avantages en matière de qualité en aval. L'investissement initial en équipement se situe généralement entre 150 000 et 500 000 € pour les centres d'usinage compatibles UGV avec des spécifications de broche et des systèmes de contrôle appropriés. Cependant, les améliorations de la productivité et de la qualité justifient souvent l'investissement dans les 12 à 24 mois pour une production de moules à volume modéré à élevé.
La réduction du temps de cycle représente l'avantage économique le plus immédiat, les opérations d'ébauche de moules en aluminium réalisant des améliorations de la productivité de 3 à 5 fois par rapport à l'usinage conventionnel. Les avantages des opérations de finition s'avèrent encore plus spectaculaires, l'UGV éliminant souvent complètement les opérations de polissage secondaires grâce à l'obtention directe des spécifications de qualité de surface requises.
Les considérations relatives à la durée de vie de l'outil présentent des relations économiques complexes dans les applications UGV de l'aluminium. Bien que les vitesses de coupe augmentent considérablement, l'amélioration de la mécanique de coupe et la réduction de la formation d'arêtes rapportées prolongent souvent la durée de vie de l'outil par rapport à l'usinage conventionnel. Les coûts des fraises en bout en carbure se situent généralement entre 50 et 200 € par outil, les applications UGV réalisant une durée de vie de l'outil de 50 à 150 % plus longue grâce à des mécanismes d'usure adhésive réduits.
Les avantages en matière de coûts liés à la qualité comprennent l'élimination des opérations de finition secondaires, la réduction des taux de retouche et l'amélioration de la cohérence de la qualité des pièces. Les moules en aluminium atteignant Ra 0,15 μm directement à partir des opérations UGV éliminent les coûts de polissage de 200 à 800 € par mètre carré tout en réduisant les délais de livraison de 2 à 5 jours par moule.
| Facteur de coût | Usinage conventionnel | Implémentation HSM | Potentiel d'économies | Période de récupération |
|---|---|---|---|---|
| Temps de cycle (heures/moule) | 40-60 | 12-20 | 60-70% | 6-12 mois |
| Finition secondaire (€/m²) | 400-800 | 0-100 | 300-700 €/m² | 3-6 mois |
| Coûts d'outillage (€/pièce) | 25-45 | 15-30 | 10-15 €/pièce | 12-18 mois |
| Contrôle qualité (€/moule) | 200-350 | 100-200 | 100-150 €/moule | 8-15 mois |
| Coût de production global | Référence 100% | 60-75% | Réduction de 25 à 40 % | 12-24 mois |
Grâce à nos services de fabrication, les clients réalisent régulièrement des réductions de coûts de 30 à 50 % dans la production de moules en aluminium grâce à une mise en œuvre optimisée de l'UGV. La combinaison de temps de cycle réduits, d'opérations secondaires éliminées et d'une cohérence de la qualité améliorée crée des avantages économiques convaincants qui vont bien au-delà des considérations initiales de coûts d'usinage.
Directives de mise en œuvre et meilleures pratiques
La mise en œuvre réussie de l'UGV pour les applications de moules en aluminium nécessite une approche systématique de la sélection de l'équipement, du développement des processus et de la formation des opérateurs. Les spécifications des machines-outils doivent inclure une puissance de broche adéquate (généralement de 15 à 40 kW), une capacité à grande vitesse (15 000 à 40 000 tr/min) et des systèmes d'entraînement d'avance précis capables de taux d'accélération supérieurs à 1G pour une obtention optimale de la qualité de la surface.
Le développement des processus doit commencer par des tests de caractérisation des matériaux pour établir des paramètres de coupe optimaux pour des alliages d'aluminium et des états de revenu spécifiques. Les coupes d'essai utilisant diverses combinaisons de vitesse de broche et de vitesse d'avance permettent d'identifier la fenêtre de paramètres optimale pour chaque application. La mesure de la qualité de la surface tout au long de ce processus de développement garantit une sélection des paramètres basée sur les exigences de finition réelles plutôt que sur des calculs théoriques.
Les exigences de formation des opérateurs augmentent considérablement pour les opérations UGV en raison de la nature critique de la sélection des paramètres et de la marge d'erreur réduite à des vitesses de coupe élevées. Les programmes de formation doivent mettre l'accent sur la compréhension de la physique de la coupe, l'optimisation de la trajectoire d'outil et les procédures de contrôle de la qualité spécifiques aux applications de moules en aluminium.
Les programmes de maintenance préventive deviennent essentiels pour les équipements UGV en raison des conditions de fonctionnement exigeantes et des exigences de précision. La surveillance de l'état de la broche, les systèmes de mesure d'outil et la vérification de la géométrie de la machine nécessitent une attention plus fréquente par rapport aux opérations d'usinage conventionnelles. Les intervalles de maintenance diminuent généralement de 30 à 50 % pour assurer des performances et une capacité de qualité de surface cohérentes.
Développements futurs de la technologie UGV de l'aluminium
Les technologies émergentes continuent de faire progresser les capacités UGV de l'aluminium grâce à des améliorations des matériaux d'outils de coupe, de la conception des machines-outils et des systèmes de surveillance des processus. Les substrats en carbure à grains ultra-fins avec des systèmes de revêtement avancés permettent des vitesses de coupe encore plus élevées tout en conservant les avantages en matière de durée de vie de l'outil et de qualité de la surface.
L'intégration de l'intelligence artificielle dans les systèmes UGV promet une optimisation adaptative des paramètres qui répond aux conditions de coupe en temps réel. Ces systèmes surveillent les vibrations, les émissions acoustiques et la consommation d'énergie pour ajuster automatiquement les paramètres de coupe pour un maintien optimal de la qualité de la surface tout au long du processus d'usinage.
L'intégration de la fabrication additive avec l'UGV crée des stratégies de production hybrides où les géométries de moules complexes reçoivent une impression de forme quasi-nette suivie d'opérations de finition UGV. Cette approche optimise à la fois la productivité et la qualité de la surface tout en permettant une complexité géométrique auparavant impossible grâce aux méthodes de fabrication conventionnelles.
Les capacités de simulation avancées permettent l'optimisation virtuelle des processus UGV avant la mise en œuvre physique, réduisant le temps de développement et assurant des résultats optimaux dès les premières séries de production. Ces systèmes prédisent avec précision les résultats de la qualité de la surface en fonction des propriétés des matériaux, des paramètres de coupe et des stratégies de trajectoire d'outil.
Foire aux questions
Quelles vitesses de broche sont requises pour une finition de surface optimale des moules en aluminium en UGV ?
Une finition de surface optimale des moules en aluminium nécessite généralement des vitesses de broche supérieures à 15 000 tr/min pour la plupart des applications, les exigences spécifiques variant en fonction du diamètre de l'outil et de l'alliage d'aluminium. Pour l'Al 6061-T6 utilisant des fraises en bout de 10 à 12 mm, des vitesses de 15 000 à 20 000 tr/min permettent d'obtenir systématiquement des valeurs Ra inférieures à 0,2 μm. Des vitesses plus élevées allant jusqu'à 40 000 tr/min sont avantageuses pour les outils de plus petit diamètre et les exigences de qualité de surface plus exigeantes.
Comment l'UGV élimine-t-il le besoin d'opérations de finition secondaires sur les moules en aluminium ?
L'UGV élimine la finition secondaire en obtenant la qualité de surface requise directement grâce à une mécanique de coupe optimisée qui empêche la formation d'arêtes rapportées et minimise les effets d'écrouissage. Les vitesses de coupe élevées déplacent la génération de chaleur dans le copeau plutôt que dans la pièce, permettant d'obtenir directement des valeurs Ra dans la plage de 0,1 à 0,3 μm qui répondent aux exigences du moulage par injection sans polissage ni finition EDM.
Quels alliages d'aluminium répondent le mieux à l'UGV pour les applications de moules ?
L'Al 6061-T6 offre la combinaison optimale d'usinabilité et de capacité de finition de surface pour les applications de moules UGV, atteignant systématiquement des valeurs Ra de 0,1 à 0,2 μm. L'Al 7075-T6 offre une résistance plus élevée, mais nécessite une sélection de paramètres plus prudente pour obtenir une qualité de surface équivalente. L'Al 2024-T4 présente des défis en raison des tendances à l'écrouissage, mais reste viable pour les applications moins exigeantes.
Quels paramètres de coupe offrent le meilleur équilibre entre productivité et qualité de la surface ?
Les paramètres de coupe optimaux combinent généralement des vitesses de broche de 15 000 à 20 000 tr/min avec des vitesses d'avance de 4 000 à 6 000 mm/min pour les moules en aluminium. La profondeur de coupe axiale doit rester inférieure à 1,0 mm pour les opérations de finition, avec un engagement radial limité à 5 à 15 % du diamètre de l'outil en utilisant des trajectoires d'outil trochoïdales. Ces paramètres maintiennent une charge de copeaux optimale tout en empêchant la déviation de l'outil qui compromet la qualité de la surface.
Comment la stratégie de refroidissement affecte-t-elle la qualité de la surface UGV de l'aluminium ?
La stratégie de refroidissement affecte de manière critique la qualité de la surface grâce à la gestion de la chaleur et au contrôle de l'évacuation des copeaux. La lubrification en quantité minimale (MQL) à 50 à 100 ml/heure offre une lubrification optimale sans problèmes de recoupage des copeaux, tandis que le liquide de refroidissement à haute pression à 70 à 150 bars assure une évacuation complète des copeaux. Une application correcte du liquide de refroidissement empêche la formation d'arêtes rapportées et maintient des conditions de coupe cohérentes, essentielles pour une finition de surface supérieure.
Quelles méthodes de contrôle de la qualité permettent de vérifier au mieux la finition de surface des moules en aluminium provenant de l'UGV ?
La profilométrie de contact utilisant un stylet de rayon de 2 μm fournit la mesure Ra la plus fiable pour les surfaces de moules en aluminium, avec plusieurs emplacements de mesure assurant la validité statistique. L'interférométrie à lumière blanche sans contact offre des avantages pour les géométries complexes et atteint une résolution subnanométrique pour une caractérisation détaillée de la surface. Les deux méthodes nécessitent un équipement calibré et des opérateurs formés pour des résultats précis.
Quels avantages économiques justifient l'investissement dans l'UGV pour la production de moules en aluminium ?
L'investissement dans l'UGV permet généralement d'atteindre un retour sur investissement dans les 12 à 24 mois grâce à des réductions du temps de cycle de 60 à 70 %, à l'élimination des opérations de finition secondaires coûtant de 300 à 700 €/m² et à des réductions globales des coûts de production de 25 à 40 %. Les avantages supplémentaires comprennent une cohérence de la qualité améliorée, une réduction des taux de retouche et des délais de livraison plus rapides qui améliorent le positionnement concurrentiel sur le marché de la fabrication de moules.
MICRONS HUB DV Ε.Ε. · VAT: EL803129638 · GEMI: 190254227000 · Industrial Area, Street B, Number 4, 71601 Heraklion, Crete, Greece