Poinçonnage vs. Découpe Laser : Quand l'outillage est rentable
Les décideurs du secteur manufacturier sont confrontés à un choix crucial lors de la planification de la fabrication de tôles : le poinçonnage ou la découpe laser. Cette décision a une incidence sur tout, des investissements initiaux en outillage aux coûts de production à long terme, en passant par la constance de la qualité et la flexibilité opérationnelle. La complexité augmente lorsqu'on tient compte des variations d'épaisseur des matériaux, des exigences géométriques et des volumes de production qui peuvent varier considérablement au cours du cycle de vie des produits.
Points clés à retenir :
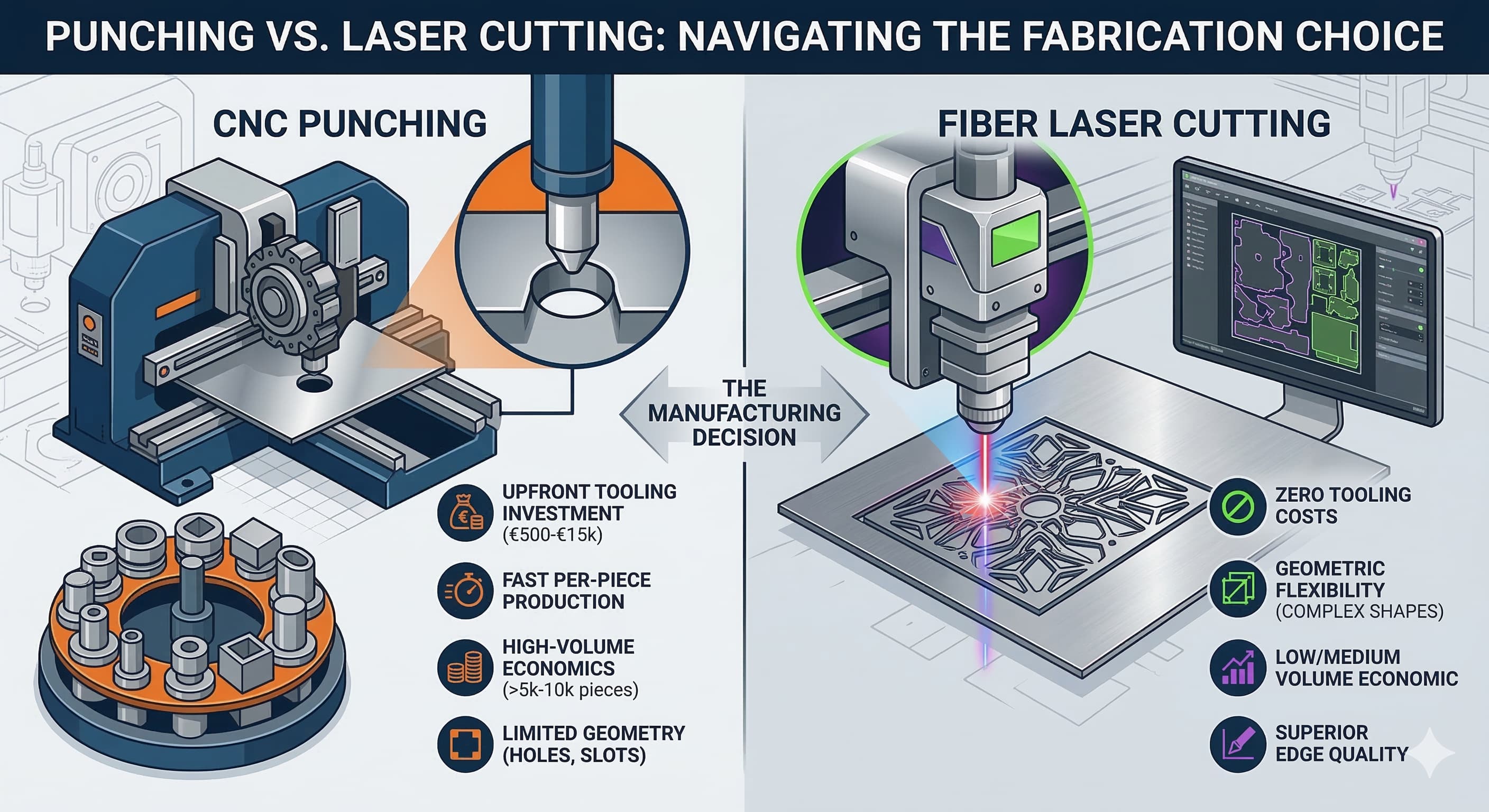
- Le poinçonnage nécessite un investissement initial en outillage (de 500 € à 15 000 € par outil), mais offre une rentabilité supérieure pour des volumes dépassant 5 000 à 10 000 pièces.
- La découpe laser offre des coûts d'outillage nuls et une flexibilité géométrique, mais entraîne des coûts par pièce plus élevés, allant de 0,50 € à 5,00 € selon le matériau et la complexité.
- Il existe des limites d'épaisseur des matériaux : le poinçonnage excelle jusqu'à une épaisseur d'acier de 6 mm, tandis que la découpe laser traite efficacement les matériaux jusqu'à 25 mm.
- Les exigences de qualité déterminent le choix du procédé : le poinçonnage offre une précision de positionnement de ±0,05 mm, tandis que la découpe laser atteint ±0,1 mm avec une qualité de bord supérieure.
Comprendre les principes fondamentaux du processus de poinçonnage
Le poinçonnage fonctionne grâce à une force de cisaillement appliquée par un outillage de précision, créant des coupes nettes grâce à une déformation contrôlée du matériau. Le processus nécessite des matrices et des poinçons personnalisés fabriqués selon des spécifications exactes, généralement usinés à partir d'aciers à outils comme le D2 ou l'A2 avec des indices de dureté de 58 à 62 HRC. Les poinçonneuses à tourelle CNC modernes atteignent une précision de positionnement de ±0,025 mm et peuvent traiter des matériaux d'une épaisseur maximale de 6,35 mm en acier et de 4 mm dans les aciers inoxydables comme le 316L.
La durée de vie prévue de l'outil varie considérablement en fonction des propriétés du matériau et de la géométrie du poinçon. Les poinçons ronds standard traitant de l'acier doux atteignent 100 000 à 500 000 coups avant de nécessiter un entretien, tandis que les formes complexes ou les matériaux durs comme l'Inconel 625 réduisent la durée de vie de l'outil à 10 000 à 50 000 cycles. Les coûts d'entretien des outils représentent généralement 15 à 25 % des dépenses opérationnelles totales de poinçonnage.
Le processus de poinçonnage excelle dans la création de trous, de fentes et d'encoches précis avec une précision dimensionnelle constante. Pour les applications nécessitant des tolérances serrées sur le positionnement des trous, le poinçonnage donne des résultats supérieurs par rapport aux méthodes de coupe thermique. Cependant, la limitation du processus devient évidente avec les géométries complexes nécessitant des contours continus ou des découpes internes complexes.
Analyse de la technologie de découpe laser
La technologie de découpe laser à fibre domine la fabrication moderne de tôles en raison de la qualité supérieure du faisceau et de l'efficacité énergétique. Les systèmes actuels fonctionnent à des niveaux de puissance de 1 kW à 15 kW, les systèmes de 4 kW à 6 kW représentant le point idéal pour les travaux de fabrication généraux. Les facteurs de qualité du faisceau (M²) inférieurs à 1,1 permettent des vitesses de coupe de 15 à 25 mètres par minute dans l'acier doux de 2 mm tout en maintenant les normes de qualité des bords selon la norme de qualité ISO 9013, grade 2.
La capacité de coupe varie selon le type de matériau et la puissance du laser. Un système laser à fibre de 6 kW traite l'acier doux jusqu'à 25 mm d'épaisseur, l'acier inoxydable jusqu'à 20 mm et les alliages d'aluminium jusqu'à 12 mm. La qualité de la coupe se détériore considérablement au-delà de ces seuils, ce qui nécessite des opérations secondaires ou des processus alternatifs. La consommation de gaz représente un facteur de coût majeur : la coupe à l'azote de l'acier inoxydable consomme 10 à 15 mètres cubes par heure à 0,80 € à 1,20 € le mètre cube.
Les caractéristiques de qualité des bords diffèrent considérablement du poinçonnage. La découpe laser produit des zones affectées par la chaleur (ZAT) généralement de 0,1 à 0,3 mm de large, selon l'épaisseur du matériau et les paramètres de coupe. Cette influence thermique peut affecter les propriétés du matériau dans les applications critiques, en particulier dans l'acier à ressort ou les matériaux trempés où les changements métallurgiques ont un impact sur les performances.
Cadre complet d'analyse des coûts
L'évaluation du coût total nécessite l'analyse de plusieurs composantes de coût au-delà des simples calculs par pièce. Le poinçonnage implique des investissements initiaux importants en outillage, mais offre des économies d'échelle à des volumes plus élevés. Les poinçons ronds standard coûtent de 500 € à 1 500 € chacun, tandis que les outils de formage complexes varient de 3 000 € à 15 000 € selon la géométrie et les exigences de précision.
| Composant de coût | Poinçonnage | Découpe laser | Volume de seuil de rentabilité |
|---|---|---|---|
| Investissement en outillage | 500 € - 15 000 € | 0 € | Varie selon la complexité |
| Temps de configuration | 15-45 minutes | 5-15 minutes | N/A |
| Vitesse de traitement (acier 2mm) | 800-1 200 coups/heure | 15-25 m/min de coupe | Dépend de la géométrie |
| Utilisation du matériau | 85-95% | 75-90% | Dépend du volume |
| Opérations secondaires | Minimal | Ébavurage requis | Dépend de la qualité |
Les coûts de main-d'œuvre ont une incidence importante sur la rentabilité du processus. Les opérations de poinçonnage nécessitent généralement du personnel de configuration qualifié, mais peuvent fonctionner sans surveillance une fois programmées. La découpe laser exige une attention constante de l'opérateur pour la manutention des matériaux et le contrôle de la qualité. Les taux de main-d'œuvre européens de 35 € à 55 € de l'heure rendent les considérations d'automatisation essentielles pour les deux processus.
Les schémas de consommation d'énergie diffèrent considérablement. Les systèmes de poinçonnage consomment de 15 à 25 kW pendant le fonctionnement, mais uniquement pendant les cycles de formage réels. Les systèmes laser maintiennent une consommation d'énergie de base de 30 à 50 kW en continu, avec une consommation de pointe atteignant 60 à 80 kW pendant les opérations de coupe. Aux tarifs européens de l'électricité industrielle de 0,12 € à 0,18 € par kWh, les coûts énergétiques deviennent des facteurs importants dans la production à volume élevé.
Compatibilité et limites des matériaux
Le choix des matériaux détermine la faisabilité du processus plus que tout autre facteur. Le poinçonnage excelle avec les matériaux ductiles qui se déforment de manière prévisible sous les forces de cisaillement. Les aciers au carbone de la nuance S235 à la S355 se poinçonnent proprement jusqu'à une épaisseur de 6 mm. Les aciers inoxydables de nuances 304 et 316L se traitent efficacement jusqu'à 4 mm, bien que les caractéristiques d'écrouissage nécessitent une conception et des protocoles d'entretien minutieux des outils.
Les alliages d'aluminium présentent des défis uniques pour les opérations de poinçonnage. Les nuances douces comme le 1100 et le 3003 ont tendance à coller sur les surfaces de poinçonnage, ce qui nécessite des revêtements ou des matériaux d'outillage spécialisés. Les alliages plus durs comme le 6061-T6 se poinçonnent de manière plus prévisible, mais génèrent des taux d'usure des outils plus élevés. Les propriétés adhésives de l'aluminium nécessitent souvent des cycles de nettoyage et d'entretien des outils plus fréquents.
| Qualité du matériau | Épaisseur de poinçonnage max. | Épaisseur laser max. | Processus préféré |
|---|---|---|---|
| Acier doux S235 | 6.0mm | 25mm | Poinçonnage < 3mm |
| Acier inoxydable 304 | 4.0mm | 20mm | Laser pour coupes complexes |
| Aluminium 6061-T6 | 3.0mm | 12mm | Laser préféré |
| Acier COR-TEN | 5.0mm | 20mm | Dépend du processus |
| Inconel 625 | 2.0mm | 8mm | Laser uniquement |
La découpe laser démontre une polyvalence supérieure des matériaux, traitant tout, des feuilles minces aux plaques épaisses dans divers systèmes d'alliages. Les matériaux réfléchissants comme le cuivre et le laiton, historiquement difficiles pour les lasers CO2, se coupent efficacement avec la technologie laser à fibre moderne. Cependant, les coûts des matériaux augmentent avec le traitement au laser en raison des largeurs de trait de scie plus larges et du potentiel de distorsion liée à la chaleur nécessitant des allocations de matériaux supplémentaires.
Normes de qualité et tolérances
Les exigences de précision dimensionnelle déterminent souvent le choix du processus plus que les considérations de coût. Le poinçonnage offre une précision de positionnement exceptionnelle pour les modèles de trous et les caractéristiques répétitives. Les poinçonneuses à tourelle CNC modernes maintiennent une précision trou à trou de ±0,025 mm sur des dimensions de feuille allant jusqu'à 1500 mm × 3000 mm. Ce niveau de précision convient aux applications nécessitant des tolérances d'assemblage serrées ou plusieurs composants nécessitant une interchangeabilité.
Les caractéristiques de qualité des bords diffèrent fondamentalement entre les processus. Les bords poinçonnés présentent une zone de cisaillement caractéristique représentant généralement 30 à 50 % de l'épaisseur du matériau, suivie d'une zone de fracture avec une texture plus rugueuse. Pour l'acier doux de 2 mm, la zone de cisaillement s'étend sur environ 0,6 à 1,0 mm, offrant des surfaces d'appui lisses adaptées aux applications d'arbre ou aux assemblages de précision.
La découpe laser produit différentes caractéristiques de bord régies par les effets thermiques et le choix du gaz d'assistance. La coupe à l'oxygène de l'acier doux crée de légères couches d'oxydation nécessitant une prise en compte dans les applications de soudage ou de revêtement. La coupe à l'azote élimine l'oxydation, mais augmente les coûts d'exploitation de 0,15 € à 0,25 € par mètre linéaire de coupe. La rugosité de surface varie généralement de Ra 12,5 à 25 μm selon la vitesse de coupe et l'épaisseur du matériau.
Pour des résultats de haute précision, obtenez un devis en 24 heures auprès de Microns Hub.
Considérations relatives à la complexité géométrique
La complexité de la forme représente peut-être le facteur le plus décisif dans le choix du processus. Le poinçonnage excelle dans la création de modèles de formes géométriques simples : trous, fentes, encoches et opérations de formage de base. Les découpes internes complexes ou les contours externes complexes nécessitent plusieurs configurations d'outils ou s'avèrent impossibles dans les contraintes du processus de poinçonnage.
Les tailles minimales des caractéristiques imposent différentes limites. Le poinçonnage peut créer des trous aussi petits que l'épaisseur du matériau, avec des minimums pratiques de 1,0 mm de diamètre dans l'acier de 2 mm. Cependant, les caractéristiques rapprochées nécessitent une prise en compte de la résistance de la bande entre les coupes. Les normes de l'industrie recommandent des dimensions minimales de bande de 1,5 × l'épaisseur du matériau pour éviter la distorsion pendant le formage.
La découpe laser offre une liberté géométrique pratiquement illimitée dans les contraintes d'épaisseur du matériau. Les coins internes atteignent des rayons aussi petits que 0,1 mm, tandis que les caractéristiques externes peuvent incorporer des courbes complexes et des détails complexes impossibles avec le poinçonnage. Cette flexibilité s'avère inestimable pour le développement de prototypes ou les produits nécessitant des considérations esthétiques parallèlement aux exigences fonctionnelles.
Les applications de fabrication avancées combinent souvent les deux processus de manière stratégique. Les services de fabrication de tôles utilisent fréquemment le poinçonnage pour les modèles de trous répétitifs tout en utilisant la découpe laser pour les profils de périmètre complexes. Cette approche hybride optimise à la fois la rentabilité et la capacité géométrique.
Rentabilité du volume de production
L'analyse du seuil de rentabilité nécessite une évaluation minutieuse des coûts de production totaux sur les cycles de vie prévus du produit. La production à faible volume favorise systématiquement la découpe laser en raison de l'absence de coûts d'outillage et des exigences de configuration minimales. Pour les quantités inférieures à 1 000 pièces, le traitement au laser coûte généralement 30 à 50 % de moins que le poinçonnage lorsque les investissements en outillage sont amortis.
Les volumes de production moyens entre 1 000 et 10 000 pièces présentent la matrice de décision la plus complexe. Les coûts d'outillage doivent être compensés par des coûts de traitement par pièce réduits et une meilleure utilisation des matériaux. Les géométries simples avec un outillage standard atteignent des seuils de rentabilité autour de 2 000 à 3 000 pièces, tandis que les formes complexes nécessitant un outillage personnalisé peuvent ne pas atteindre la parité des coûts avant 8 000 à 10 000 pièces.
La production à volume élevé favorise fortement la rentabilité du poinçonnage. Une fois les coûts d'outillage amortis, les coûts par pièce peuvent chuter à 0,05 € à 0,15 € par rapport aux coûts de découpe laser de 0,50 € à 2,00 € par pièce. Ces différences considérables entraînent des investissements en outillage pour tout produit prévoyant des volumes dépassant 15 000 à 20 000 pièces par année.
| Volume de production | Processus recommandé | Coût par pièce | Investissement initial |
|---|---|---|---|
| < 500 pièces | Découpe laser | 0,80 € - 3,50 € | 0 € |
| 500-2 000 pièces | Dépend du processus | 0,60 € - 2,50 € | 0 € - 5 000 € |
| 2 000-10 000 pièces | Poinçonnage (simple) | 0,25 € - 1,20 € | 1 000 € - 8 000 € |
| > 10 000 pièces | Poinçonnage | 0,08 € - 0,35 € | 2 000 € - 15 000 € |
Utilisation des matériaux et optimisation des déchets
L'efficacité de l'imbrication a une incidence importante sur les coûts des matériaux, en particulier pour les alliages coûteux ou la production à grand volume. Les opérations de poinçonnage atteignent des taux d'utilisation des matériaux de 85 à 95 % grâce à des algorithmes d'imbrication optimisés et des largeurs de trait de scie constantes. La nature prévisible de l'outillage de poinçonnage permet une planification précise des matériaux et une production minimale de déchets.
L'utilisation de la découpe laser varie considérablement en fonction de la géométrie des pièces et de la complexité de l'imbrication. Les pièces rectangulaires simples atteignent une utilisation de 90 à 95 %, tandis que les formes complexes avec de nombreuses découpes internes peuvent ne produire qu'une efficacité de 65 à 75 %. Les considérations relatives à la largeur du trait de scie, généralement de 0,1 à 0,3 mm pour les lasers à fibre, doivent être intégrées dans les calculs d'imbrication et peuvent avoir une incidence importante sur les coûts des matériaux pour les composants de précision.
La manutention des matériaux restants diffère entre les processus. Le poinçonnage génère des restes géométriques propres adaptés aux applications secondaires ou à l'inventaire des petits composants. La découpe laser produit des formes irrégulières souvent impropres à la réutilisation, bien que les logiciels d'imbrication avancés puissent identifier les possibilités d'utiliser les restes dans les séries de production ultérieures.
Lorsque vous commandez auprès de Microns Hub, vous bénéficiez de relations directes avec les fabricants qui garantissent un contrôle de la qualité supérieur et des prix compétitifs par rapport aux plateformes de marché. Notre expertise technique et notre optimisation avancée de l'imbrication offrent des taux d'utilisation des matériaux systématiquement de 5 à 8 % supérieurs aux moyennes de l'industrie, ce qui se traduit directement par des économies de coûts pour vos projets.
Intégration des processus et optimisation du flux de travail
L'intégration du flux de travail de fabrication a une incidence sur l'efficacité globale de la production au-delà des capacités des processus individuels. Les opérations de poinçonnage s'intègrent de manière transparente à d'autres processus de formage comme le pliage, l'étirage et les opérations d'assemblage. La qualité constante des bords et la précision dimensionnelle facilitent les processus en aval sans étapes de préparation supplémentaires.
La découpe laser nécessite souvent des opérations secondaires pour la préparation des bords ou la relaxation des contraintes. Les zones affectées par la chaleur peuvent nécessiter des opérations d'usinage ou de rectification pour les applications critiques. Les exigences d'ébavurage ajoutent de 0,05 € à 0,15 € par mètre linéaire de coupe, selon l'épaisseur du matériau et les spécifications de qualité des bords.
Les protocoles de contrôle de la qualité diffèrent considérablement entre les processus. Les opérations de poinçonnage bénéficient d'un contrôle statistique des processus surveillant l'usure des outils et la dérive dimensionnelle. Une fois établi, l'outillage de poinçonnage donne des résultats constants ne nécessitant qu'une vérification périodique. La découpe laser exige une surveillance continue de la qualité de la coupe, de la pression du gaz d'assistance et des effets thermiques qui peuvent varier tout au long des séries de production.
La fabrication moderne met de plus en plus l'accent sur la flexibilité et la réponse rapide aux changements du marché. Nos services de fabrication intègrent des capacités de poinçonnage et de découpe laser, permettant une sélection optimale des processus en fonction des exigences de production actuelles plutôt que des limitations d'équipement fixes.
Évolution technologique et considérations futures
Les technologies émergentes continuent de remodeler le paysage du poinçonnage par rapport à la découpe laser. L'outillage de poinçonnage avancé intégrant des entraînements servo-électriques offre une précision améliorée et des niveaux de bruit réduits par rapport aux systèmes hydrauliques traditionnels. Les capacités multi-outils permettent des opérations de formage complexes nécessitant auparavant des processus distincts.
L'avancement de la technologie laser se concentre sur la mise à l'échelle de la puissance et l'amélioration de la qualité du faisceau. Les lasers à fibre de nouvelle génération approchant les niveaux de puissance de 20 kW élargiront les capacités de coupe de sections épaisses tout en maintenant une excellente qualité des bords. Les technologies de coupe adaptatives ajustent automatiquement les paramètres en fonction de la rétroaction de la qualité en temps réel, réduisant les exigences de compétences de l'opérateur et améliorant la constance.
L'intégration de l'automatisation a une incidence différente sur les deux processus. Les opérations de poinçonnage s'adaptent facilement aux systèmes de chargement et de déchargement automatisés, certaines installations réalisant une production sans surveillance pour les géométries de pièces appropriées. L'automatisation de la découpe laser est confrontée à de plus grands défis en raison des temps de traitement variables et des exigences de surveillance de la qualité, bien que les progrès de l'intelligence artificielle s'attaquent à ces limitations.
Les considérations de durabilité influencent de plus en plus le choix du processus. Le poinçonnage génère un minimum de déchets et ne nécessite aucun gaz consommable, ce qui correspond aux objectifs environnementaux. La consommation d'énergie de la découpe laser et l'utilisation de gaz d'assistance créent des empreintes environnementales plus importantes, bien que les améliorations de l'efficacité compensent partiellement ces préoccupations.
Foire aux questions
Quelle est la quantité minimale de commande qui rend l'investissement dans l'outillage de poinçonnage rentable ?
Les quantités de seuil de rentabilité dépendent de la complexité des pièces et des coûts d'outillage, mais varient généralement de 2 000 à 5 000 pièces pour les géométries standard. Les formes complexes nécessitant un outillage personnalisé peuvent nécessiter de 8 000 à 12 000 pièces pour justifier l'investissement. Tenez compte du volume total à vie des variantes de produits qui peuvent partager un outillage commun pour améliorer la rentabilité.
La découpe laser peut-elle égaler la précision du poinçonnage pour les modèles de trous ?
La découpe laser atteint une précision de positionnement de ±0,1 mm, tandis que le poinçonnage offre ±0,025 mm pour l'espacement trou à trou. Pour les applications nécessitant des ajustements de roulement précis ou des tolérances d'assemblage serrées, le poinçonnage offre une précision supérieure. Cependant, la précision de la découpe laser peut être suffisante pour de nombreuses applications tout en offrant une plus grande flexibilité géométrique.
Comment l'épaisseur du matériau influe-t-elle sur la décision de poinçonnage par rapport à la découpe laser ?
Le poinçonnage devient de plus en plus difficile au-delà d'une épaisseur d'acier de 6 mm en raison des exigences de force et de l'usure des outils. La découpe laser traite efficacement les matériaux jusqu'à 25 mm avec des niveaux de puissance appropriés. Pour les sections épaisses supérieures à 8 mm, la découpe laser offre généralement une meilleure qualité des bords et une meilleure capacité géométrique que les alternatives de poinçonnage.
Quelles opérations secondaires sont généralement nécessaires pour chaque processus ?
Le poinçonnage nécessite rarement des opérations secondaires au-delà d'un léger ébavurage pour les applications esthétiques. La découpe laser nécessite souvent un ébavurage, en particulier sur les sections épaisses, et peut nécessiter une relaxation des contraintes pour les applications de précision. Les zones affectées par la chaleur nécessitent parfois un enlèvement par usinage ou des opérations de rectification.
Comment les temps de configuration se comparent-ils entre le poinçonnage et la découpe laser pour les courtes séries ?
La configuration de la découpe laser nécessite généralement de 5 à 15 minutes pour la programmation et le positionnement des matériaux. La configuration du poinçonnage implique la sélection des outils, l'installation et la vérification du programme, ce qui prend généralement de 15 à 45 minutes selon la complexité. Pour les quantités inférieures à 100 pièces, les avantages de la configuration de la découpe laser l'emportent souvent sur les différences de coût par pièce.
Les deux processus peuvent-ils traiter efficacement la même gamme de matériaux ?
La découpe laser démontre une polyvalence supérieure des matériaux, traitant tout, des feuilles minces aux alliages exotiques comme l'Inconel et le titane. Le poinçonnage fonctionne mieux avec les matériaux ductiles jusqu'à des niveaux de résistance modérés. Les matériaux durs ou cassants qui endommageraient l'outillage de poinçonnage se coupent efficacement avec la technologie laser.
Quelles normes de qualité s'appliquent à l'état des bords et à la précision dimensionnelle ?
Les bords poinçonnés sont conformes aux normes dimensionnelles ISO 2768 et présentent des zones de cisaillement caractéristiques. Les bords coupés au laser suivent les classifications de qualité ISO 9013, avec un grade 2-3 typique pour la plupart des applications. Les deux processus peuvent atteindre les exigences de précision lorsqu'ils sont correctement spécifiés et contrôlés, bien que le poinçonnage offre une constance dimensionnelle supérieure pour les caractéristiques répétitives.
MICRONS HUB DV Ε.Ε. · VAT: EL803129638 · GEMI: 190254227000 · Industrial Area, Street B, Number 4, 71601 Heraklion, Crete, Greece